

3.1 Анализ конструктивных решений
Во всем мире при строительстве металлургических мини-заводов, как правило, предпочтение отдают дуговым электропечам трехфазного переменного тока с высоким полным электрическим сопротивлением контура, которые работают с вторичным напряжением 1000 В и более (ДСП) и дуговым печам постоянного тока (ДППТ) с одним катодом. В мире насчитывают около 1200 дуговых электропечей, из них около 15% составляют ДППТ. Как показывает опыт промышленной эксплуатации, печи переменного и постоянного тока создаются в соответствии с единым принципом проектирования и управления, поэтому технология переплава металлошихты в этих печах и технико-экономические показатели плавки не имеют принципиальных отличий в силу одинакового принципа теплогенерации и перераспределения тепла в рабочем пространстве.
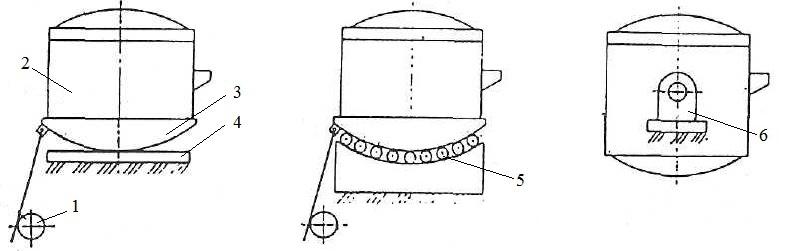
В настоящее время на металлургических предприятиях в основном устанавливают электропечи ДСП вместимостью 12, 25, 50, 100, 150 и 200 т., в которых нашли отражение новейшие достижения электротермии и электрического машиностроения. Практически все дуговые сталеплавильные печи для удобства обслуживания выполняются наклоняющимися на угол 40°-45 в сторону желоба для выпуска жидкого металла и на 10°-15 в сторону рабочего окна для удаления шлака. По типу конструкции опорного узла механизмы наклона делятся на секторные, роликовые и цапфовые (см рис. 5), по месту нахождения привода – с боковым или нижним расположением, а по типу привода – на электрические и гидравлические. Наиболее широкое распространение в промышленности получили печи с секторным механизмом наклона. Основное их преимущество – перемещение сливного носка при выпуске металла из печи в сторону разливочного пролета. Механизмы наклона печей с боковым расположением привода более удобны в эксплуатации, но одностороннее приложение нагрузки к корпусу не позволяет использовать их на печах средней и большой производительности. На последних устанавливают механизмы наклона с нижним расположением привода, что обеспечивает хорошую устойчивость корпуса. Привод монтируют на фундаменте под печью со стороны рабочего окна, поэтому в процессе эксплуатации он может быть залит металлом или шлаком.
а) б) в)
а – секторный; б – роликовый; в – цапфовый (1 – привод наклона); 2 –корпус печи; 3 – люлька; 4 – опорная плита; 5 – роликовая обойма; 6 – опора цапфы)
Рисунок 5. Схемы механизмов наклона печей
Электропечи средней серии ДСП-12, ДСП-25 и ДСП-50 выполняют с гидравлическими приводами основных механизмов, электропечи крупной серии ДСП-100, ДСП-150 и ДСП-200 изготавливают с электроприводами или с гидроприводами всех механизмов.
Гидравлические приводы механизмов имеют преимущества по сравнению с электромеханическими: более компактны, благодаря чему металлоемкость печей ниже на 15-20%, а площадь занимаемая печами, примерно меньше на 15%. Однако применение гидроприводов для механизмов электропечей ограничено ввиду трудности изготовления гидроцилиндров большой длины.
Независимо от конструкции к механизму наклона предъявляются высокие требования долговечности и надежности работы, обеспечения легкого и плавного наклона печи на требуемый угол с необходимой скоростью и исключения опрокидывания печи при наклоне.
Для повышения производительности крупных электросталеплавильных печей возникает актуальный вопрос по снижению продолжительности периодов плавки за счет внедрения результатов научно-исследовательских и опытно-конструкторских работ, совершенствования энергетического и электрического режима ДСП, более полной механизации и автоматизации трудоемких операций, повышения уровня организации ведения плавки и уменьшения различного рода задержек.
Дуговая сталеплавильная печь (ДСП-150) представляет собой сложный агрегат, оснащенный большим количеством узлов и механизмов, основным из которых является механизм наклона печи, выполняющий важную роль для обеспечения технологического процесса ДСП-150 выплавки стали. Механизм наклона должен обеспечивать плавный наклон корпуса печи на слив стали и скачивания шлака. Составными частями механизма наклона являются опорная конструкция печи (люлька) и гидропривод. По принципу работы дуговая сталеплавильная печь (ДСП-150) относится к трехфазным дуговым электропечам с зависимой дугой.
Механизм наклона ДСП-150 нижнего типа, цилиндры наклона печи крепятся вверху шарнирными опорами в кронштейнах подшипников, жёстко расположенных на секторах люльки. Внизу - шарнирными опорами в кронштейнах подшипников, жестко закрепленных в фундаменте печи.
Важнейшим требованием к механизму наклона является невозможность самопроизвольного опрокидывания печи при наклоне. Ось люльки смещена, относительно оси печи в сторону слива стали на 500 мм. Для предотвращения возможного опрокидывания самопроизвольного печи в сторону выпуска стали, печь опирается на стойку с гидравлическим приводом. Основные преимущества этого привода – малые габариты, плавность работы, но требует высококвалифицированного обслуживания.
В настоящее время гидравлическая установка обеспечивает следующие продолжительность операций:
- максимальный угол наклона печи:
для слива металла 40°
для скачивания шлака 10°
- время наклона печи от 0° до 40° 50 сек.
- время возврата печи в исходное положение
после слива стали 20 сек.
- рабочее давление в системе 18 МПа.