

Определение типа производства
Для определения типа производства пользуются рекомендациями, позволяющими установить его в зависимости от габаритных размеров, массы и годового объема выпуска деталей.
Так как масса детали находится в интервале от 1 до 50 кг, согласно условиям классификации, то такая деталь является средней по массе. Далее по таблице 3 с учетом годовой программы (N = 6000шт.) определяем тип производства. В нашем случае выбираем массовое производство.
Таблица 3 – Выбор типа производства по программе выпуска
|
Тип производства |
Количество обрабатываемых в год деталей (изделий) одного наименования и типоразмера | ||
|
крупные (тяжелые) |
средние |
мелкие (легкие) | |
|
Единичное |
До 5 |
До 10 |
До 100 |
|
Серийное |
Св. 5 до 1000 |
Св. 10 до 5000 |
Св. 100 до 50000 |
|
Массовое |
Св. 1000 |
Св. 5000 |
Св. 50000 |
Серийность производства определяется по таблице 4 в зависимости от размера партии.
Размер партии определяется по формуле:
![]() ,
,
где a– периодичность запуска, дни;
N– годовая программа выпуска;
252– среднее количество рабочих дней в году.
Рассчитаем для условий массового производства размер партии одновременно обрабатываемых заготовок, предварительно допустив, что для бесперебойной работы сборочного цеха должен быть запас готовых деталей на 10 дней, тогда
![]() шт.
шт.
Примем шт. и получим
![]() шт.
Такое количество позволит каждый месяц
запускать в производство по две партии.
шт.
Такое количество позволит каждый месяц
запускать в производство по две партии.
Соразмерив величину nс данными таблице 4, будем считать производство крупносерийным и именно для условий такого производства в дальнейшем проектировать технологический процесс.
Таблица 4 – Выбор серийности производства
|
Серийность производства |
Количество изделий в серии (партии) | ||
|
крупных |
средних |
мелких | |
|
Мелкосерийное |
3 ― 10 |
5 ― 25 |
10 ― 50 |
|
Среднесерийное |
11 ― 50 |
26 ― 200 |
51 ― 500 |
|
Крупносерийное |
Св. 50 |
Св. 200 |
Св. 500 |
Выбор метода получения заготовки
Материал вала-шестерни достаточно пластичен для получения заготовки методами пластического деформирования металла. Заготовки вала-шестерни подобной формы, массы и размеров при массовом их выпуске обычно получают штамповкой в открытых и закрытых штампах на молотах, кривошипных горячештамповочных прессах (КГШП) или горизонтально-ковочных машинах (ГКМ).
В соответствии с выбранным методом получения заготовки назначим припуски, необходимые для правильного изготовления заготовки. Припуски и допуски на поковки типа дисков, цилиндров, втулок, брусков, кубиков, платин с отверстиями и без отверстий выбирают по ГОСТ 7505-74.
Масса, получившейся заготовки (рисунок 3), m = 5,93кг.
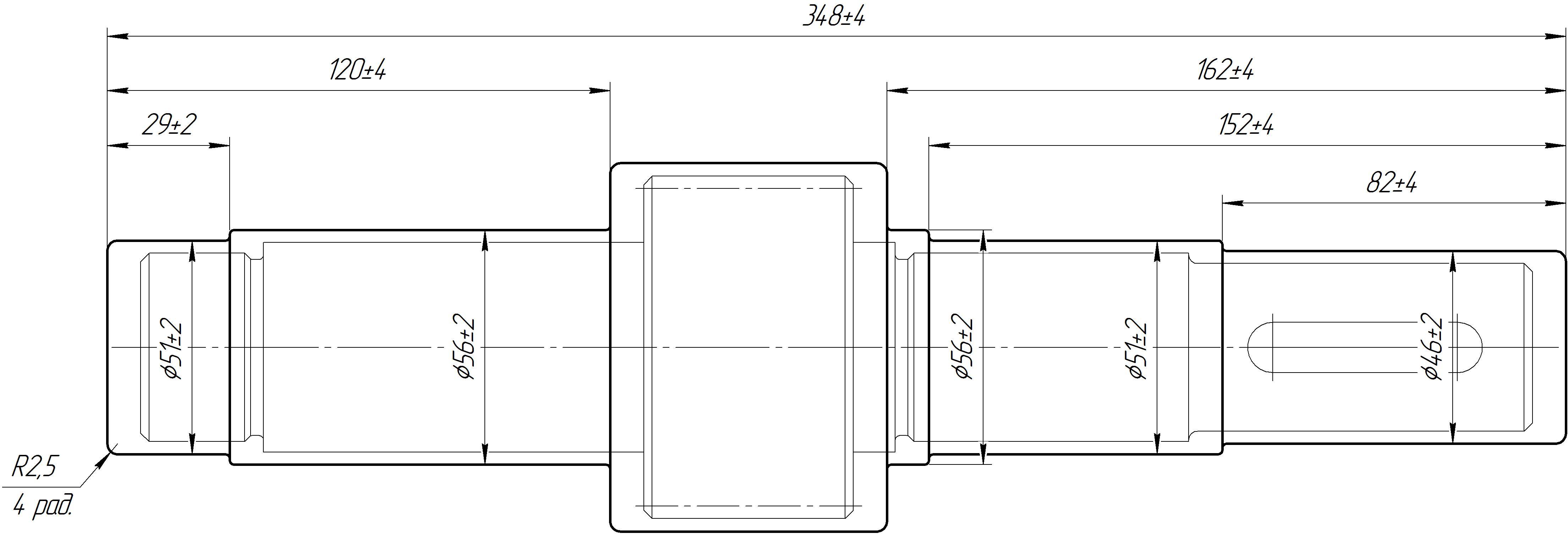
Рисунок 3 – Чертеж заготовки
Коэффициент использования материала равен:
![]() .
.
Полученный результат является приемлемым для способа получения заготовки штамповкой.