

реферат на тему анализ дифектов подшипников
.docxАнализ дифектов подшипников.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Увеличение эффективности, надежности и ре-сурса, а также обеспечение безопасной эксплуатации машин и механизмов тесно связано с необходимостью оценки их технического состояния. Самыми эффективными являются методы неразрушающего контроля, в частности –вибро-диагностика. Именно вибросигнал, обладая достаточно емкой информацией оработе агрегата и его элементов, может являться достоверным показателем егосостояния.В настоящее время в нефтегазовой отрасли одной из самых распростра-ненных разновидностей машин являются центробежные насосные агрегаты(ЦНА), оценка технического состояния которых производится на основе периодического контроля вибропараметров. Известно, что службы вибродиагностикив большинстве случаев применяют спектральный метод анализа вибросигналов,основанный на первичном Фурье-преобразовании. Наряду с неоспоримымидостоинствами, это преобразование обладает и определенными недостатками:исходный сигнал заменяется на периодический, для всего исследуемого сигнала нестационарного процесса получаются усредненные коэффициенты. Все этозатрудняет постановку диагноза, требует дополнительного применения вспомогательных методов или устройств. Особую сложность вызывает идентификациядефектов подшипниковых узлов на ранних стадиях и в процессе развития. Разрушение подшипников приводит к износу деталей ротора и, в некоторых случаях, посадочных мест под подшипник. Очевидно, что в ходе технологическогопроцесса выход из строя насосного агрегата по вине дефектного подшипникаможет привести к аварийной ситуации, а также дополнительным затратам приремонте. Поэтому своевременному выявлению возникновения и развития дефектов подшипников и, как следствие, предупреждению разрушения на пред-приятиях нефтепереработки и нефтехимии придается особое значение.Предыдущими исследованиями было доказано, что для оценки технического состояния насосных агрегатов может применяться метод реконструиро-ванных фазовых портретов, основанный на теории детерминированного хаоса. 4Он позволяет достоверно определять такие дефекты, как дисбаланс, несоосность валов, потеря жесткости опор. Однако этот метод ранее не использовался для выявления конструктивных элементов подшипников насосных агрегатов из-за отсутствия их фазовых портретов и сложности извлечения информации из «шума». В связи с этим актуальным является получение фазовых портретов и
применение данного метода для выявления дефектов подшипников.Целью работы является выявление дефектов подшипников качения центробежных насосных агрегатов на ранних стадиях развития с использованием метода реконструированных фазовых портретов, основанного на теории детерминированного хаоса.
В связи с этим решались следующие задачи:
1) анализ статистических данных по наработке отказов ЦНА;
2) исследование влияния шумовой составляющей на идентификацию ос-
новных частот подшипниковой вибрации. Проверка возможности очищения
вибросигнала от шума и подбор параметров очищения;
3) подбор диагностических критериев оценки технического состояния
подшипников качения насосных агрегатов;
4) разработка методики оценки технического состояния подшипников ка-
чения ЦНА на основе теории детерминированного хаоса;
5) проведение вибродиагностики ЦНА с целью выявления зарождающих-
ся дефектов подшипников качения с помощью разработанного метода.
Методы решения задач. При решении поставленных задач использова-
лись вероятностно-статистические методы, методы математической обработки,
а также теория детерминированного хаоса.
Научная новизна
1) получены фазовые портреты вибросигналов для дефектов конструк-тивных элементов подшипников качения, характеризующих их предельное состояние. На их основе возможно производить оценку технического состояния подшипников качения путем сравнения с фазовыми портретами реальных вибросигналов насосных агрегатов; 5
2) установлен характер изменения формы фазового портрета на примере дефекта сепаратора подшипника при различном соотношении амплитуды сепараторных частот и уровня шумовой составляющей;
3) установлено, что показателем развития дефекта подшипника являетсяувеличение масштабного коэффициента до значения 15-18.Практическая ценность работы.Результаты работы позволяют выявлять дефекты подшипников качения на ранних стадиях развития, снижая риск возникновения отказов ЦНА. Разработанные методические рекомендации «Оценка технического состояния подшипников качения ЦНА» внедрены для использования в лабораториях вибродиагностики на предприятиях ООО "НОРТЭКС" и ООО "СИНТЕЗМЕХАНИК".
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертации, формулируются её цель и основные положения, выносимые на защиту.Первая глава диссертации посвящена анализу области применения основных конструкций ЦНА, как имеющих наибольшее применение в нефтепере-oбрабатывающей и нефтехимической промышленности, описанию возникающих дефектов, приведших к отказам ЦНА, обзору и анализу распространенных методов виброакустического диагностирования роторных машин.В настоящее время на нефтеперерабатывающих и нефтехимических предприятиях используется большое количество насосно-компрессорного оборудования (НКО). К примеру, на одном из нефтеперерабатывающих заводов (НПЗ) Республики Башкортостан для ведения технологических процессов нефтепереработки применяется 6680 единиц оборудования, 34,8 % из которых составляет роторное оборудование; 22,5 % - теплообменники; 18,3 % - емкости; 4,9 % - колонные аппараты. Такое распределение характерно для большинства НПЗ. Основную часть роторного оборудования составляют насосные агрегаты (более 2000 единиц), из которых лидирующую роль занимают центробежные насосы (более 65,0%). Весьма существенным преимуществом центробежных насосов являются малые габариты, зависящие от больших скоростей, с которыми работают движущиеся части насосов и перемещается жидкость. Известно, что работа насоса сопровождается вибрацией. По мере износа машины, оседания фундамента и деформации деталей в динамических свойствах машины начинают происходить неощутимые изменения. Эти отклонения эффективней всего определяются при помощи вибрационных методов. Источники вибрации приводят к образованию различных дефектов в оборудовании, таких как неуравновешенность ротора, разъединение (ослабление) посадки деталей ротора, задевания, нарушения соосности валов, нарушения жесткости опорной системы, кавитация и дефекты подшипников скольжения и
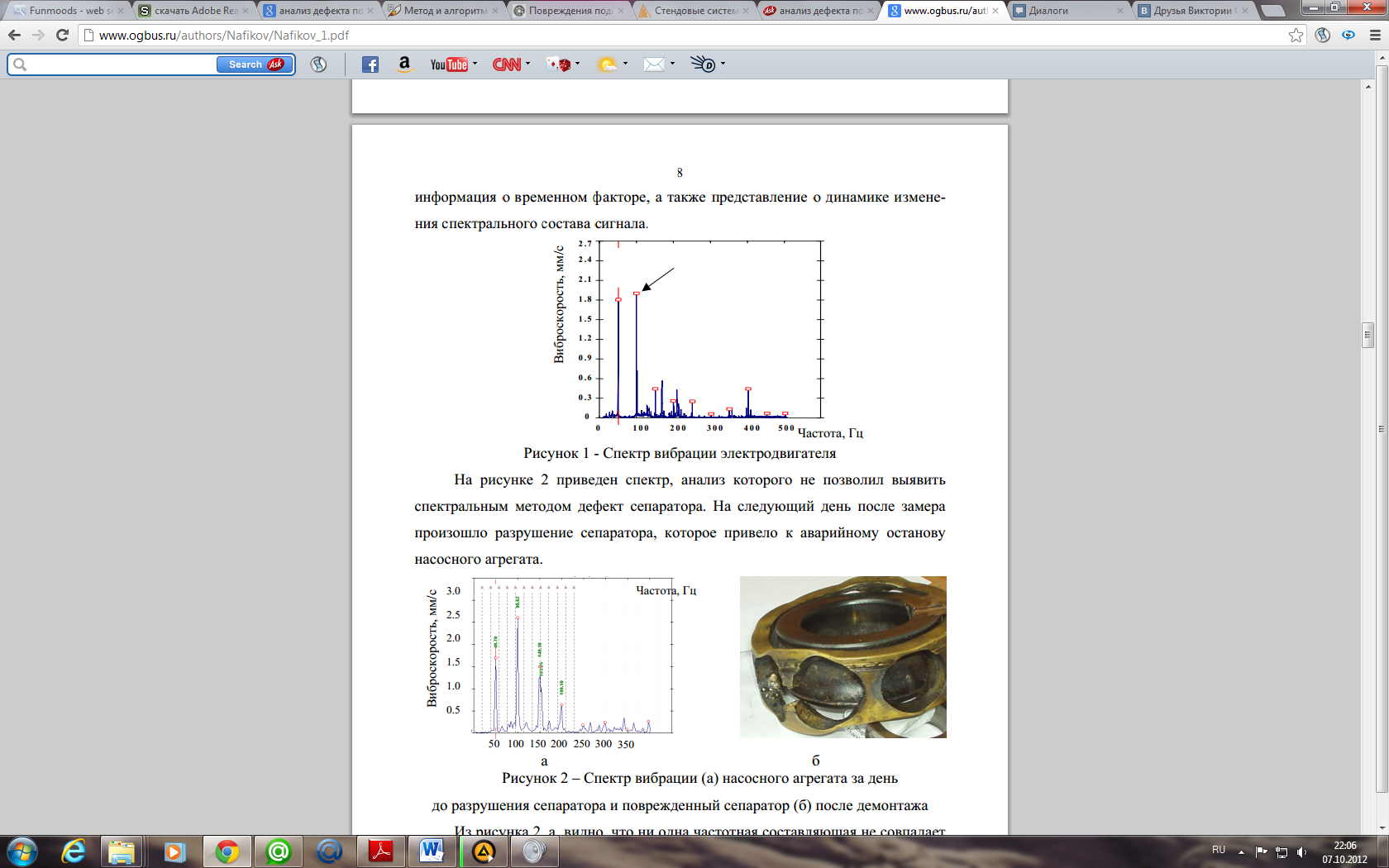
качения. Каждому из дефектов свойственны свои диагностические признаки и соответствующие спектры. Таким образом, на основании статистических данных в качестве объектов исследования были выбраны ЦНА как основная часть оборудования, применяемая для ведения технологических процессов переработки нефти. Анализ статистических данных по отказам ЦНА, выявленных в процессе ремонта, позволил установить, что наряду с уплотняющими устройствами наибольшим от-7 казам подвержены подшипники качения (порядка 31% от всех выявленных дефектов). Во второй главе приводится анализ выявления дефектов подшипниковнаиболее распространенными методами оценки технического состояния ЦНА. Для извлечения полезной информации из вибросигнала используются различные способы, которые позволяют сформировать характерные диагностические признаки зарождающихся дефектов даже в тех случаях, когда спектр мощности сигнала практически не меняется. Но, несмотря на то, что различных методов по обработке сигналов достаточно много, статистический анализ современного состояния служб вибродиагностики в промышленности показал, что большинство приборов и систем, применяемых службами, основано на спектральном анализе входящего сигнала. Такое применение обусловливается как простотой метода, так и его универсальностью. Сущность спектрального анализа основана на первичном Фурье-преобразовании входящего сигнала. Однако погрешности изготовления и монтажа ЦНА, температурные изменения геометрических параметров деталей и зазоров в сочленениях, изменение вязкости смазки и множество факторов приводят к флуктуациям амплитуд и размытию дискретных линий спектра полигармонических колебаний. Поэтому методы, основанные на спектральном анализе, не позволяют в полной мерепроизводить всесторонний анализ вибросигнала, что приводит к общим характерным погрешностям при проведении вибродиагностических обследований. Для различных дефектов, в ряде случаев, спектры гармонических составляющих идентичны. Например, анализ приведенного спектра на рисунке 1 не дает однозначного ответа. Высокое значение второй гармоники частоты вращения ротора (частота показана стрелкой) может указывать на несоосность соединения привода и насоса, перекос и неравномерный износ внутреннего кольца подшипников привода или вибрацию электромагнитного происхождения. Высокий уровень шумовой составляющей может указывать на ослабление жесткости конструктивных элементов привода или дефекты в подшипниках привода. В процессе спектрального преобразования вибросигнала теряется 8 информация о временном факторе, а также представление о динамике изменения спектрального состава сигнала.
На
рисунке 2 приведен спектр, анализ
которого не позволил выявить спектральным
методом дефект сепаратора. На следующий
день после замера произошло разрушение
сепаратора, которое привело к аварийному
останову насосного агрегата.
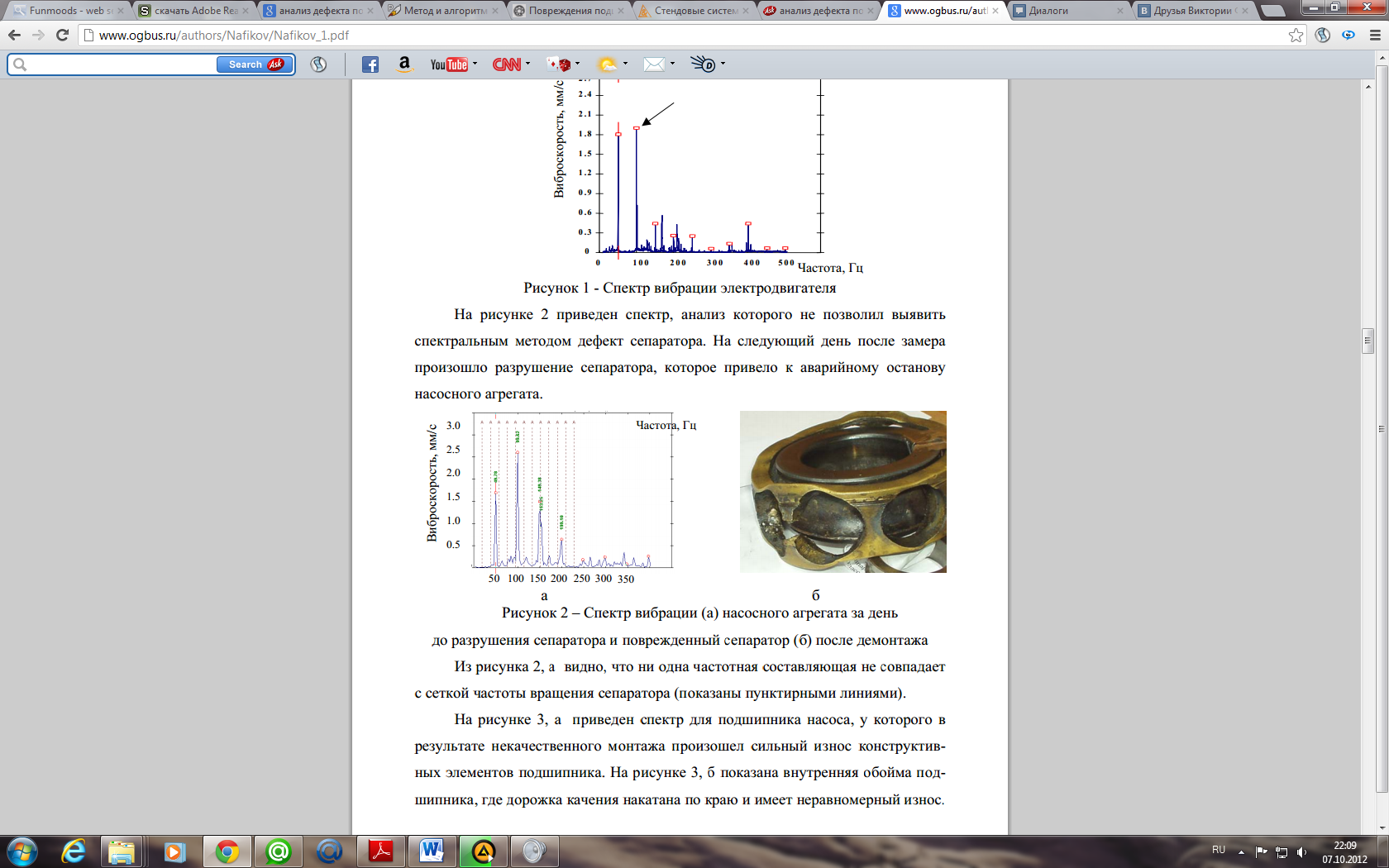
Рисунок 2 – Спектр вибрации (а) насосного агрегата за день до разрушения сепаратора и поврежденный сепаратор (б) после демонтажа .Из рисунка 2, а видно, что ни одна частотная составляющая не совпадает с сеткой частоты вращения сепаратора (показаны пунктирными линиями). На рисунке 3, а приведен спектр для подшипника насоса, у которого в результате некачественного монтажа произошел сильный износ конструктивных элементов подшипника. На рисунке 3, б показана внутренняя обойма подшипника, где дорожка качения накатана по краю и имеет неравномерный износ.
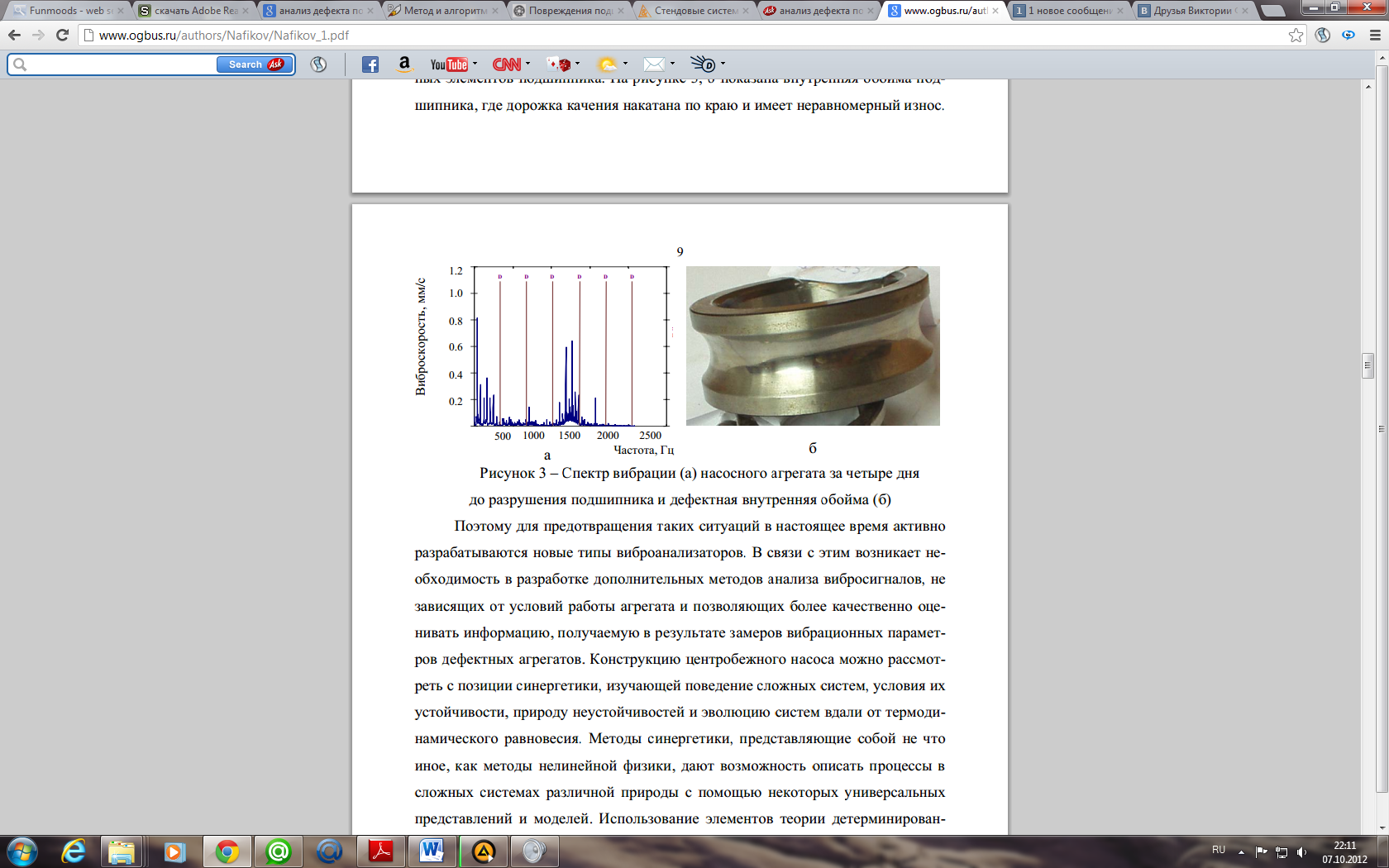
Рисунок 3 – Спектр вибрации (а) насосного агрегата за четыре дня до разрушения подшипника и дефектная внутренняя обойма (б).Поэтому для предотвращения таких ситуаций в настоящее время активно разрабатываются новые типы виброанализаторов. В связи с этим возникает необходимость в разработке дополнительных методов анализа вибросигналов, не зависящих от условий работы агрегата и позволяющих более качественно оценивать информацию, получаемую в результате замеров вибрационных параметров дефектных агрегатов. Конструкцию центробежного насоса можно рассмотреть с позиции синергетики, изучающей поведение сложных систем, условия их устойчивости, природу неустойчивостей и эволюцию систем вдали от термодинамического равновесия. Методы синергетики, представляющие собой не что иное, как методы нелинейной физики, дают возможность описать процессы в сложных системах различной природы с помощью некоторых универсальных представлений и моделей. Использование элементов теории детерминированного хаоса в областях нефтедобывающей и нефтеперерабатывающей промышленности в тех или иных аспектах отразилось в работах Мирзаджанзаде А.Х.,Ишемгужина Е.И., Хасанова М.М., Смородовой О.В., Солодовникова Д.С. и др. Например, Солодовниковым Д.С. было показано, что для оценки техническогосостояния насосно-компрессорного оборудования возможно применения метода реконструированных фазовых портретов с использованием теории детерминированного хаоса для достоверного определения таких дефектов, как дисбаланс, несоосность валов, потеря жесткости опор. Эти предпосылки позволяю использовать метод построения фазовых портретов, основанный на теории детерминированного хаоса, для определения дефектов подшипников качения центробежных насосных агрегатов.
В связи с этим необходимо определить алгоритм для построения реконст-руированных фазовых портретов, характеризующих динамическое поведение ЦНА, непосредственно из самой амплитудно-временной характеристики вибросигналов, а также подобрать количественные характеристики для оценки фазовых портретов применительно к дефектам подшипников как узлов с повышенной вероятностью отказа.
В третьей главе определены контрольные точки измерения вибрации, параметры замеров и средства измерения. Обследованию подвергались консольные насосы в общем количестве 430 единиц. Замеры производились в каждой точке насосного агрегата в горизонтальном, вертикальном и осевом направлении каждые 30 дней в течение года. Определение технического состояния по вибрационным параметрам производились как по содержанию соответствующей информации в текущий момент времени, так и на основе анализа изменений ее во времени. Был произведен подбор наиболее оптимальных вибропараметров, способствующих выявлению различных видов дефектов. Производился сбор данных в виде спектров (определялось среднеквадратичное значение виброскорости в диапазоне от 3 до 2500 Гц с числом линий в спектре 800 и 1600) и временных сигналов (регистрировался сигнал в режиме ускорения длительностью 160 мс). Для получения стабильной картины результатов на одном и том же насосе измерения повторялись многократно, а результаты подвергались статистической обработке. В качестве средства измерения был выбран прибор - спектроанализатор фирмы CSI-2120, который позволяет производить сбор, хранение и анализ спектральных данных с дальнейшей их передачей в базу данных MASTERTREND. Программа позволяет создавать цифровые полотна данных формы волны вибросигналов, необходимые для дальнейшей обработки при помощи методов детерминированного хаоса, в частности, создания фазовых портретов.
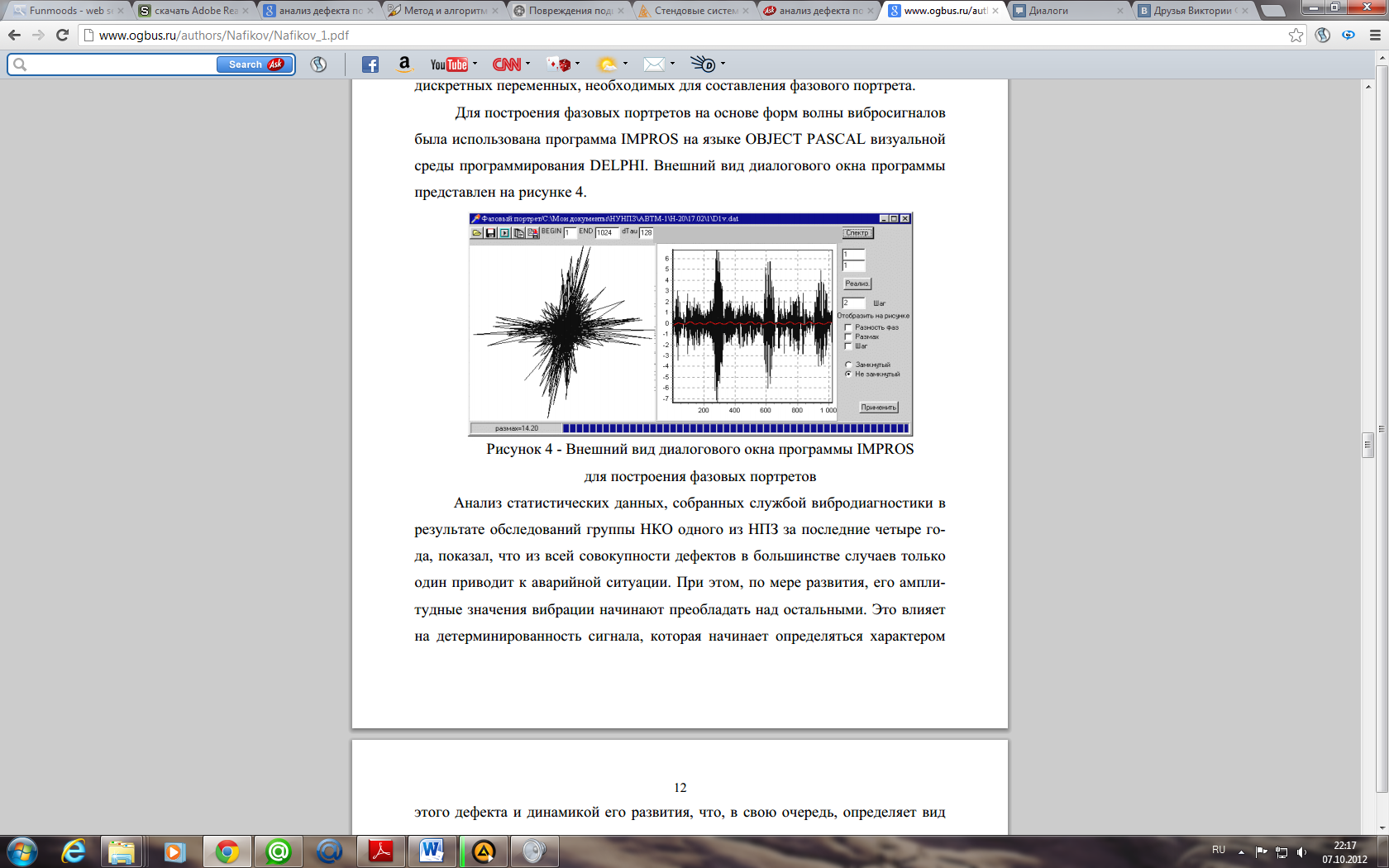
В четвертой главе приводятся исследования фазовых портретов, полу-11 ченных на основе форм волны вибросигналов насосных агрегатов с различными видами и степенью развития дефектов подшипников качения. В данной работе задача сводилась к построению фазовых портретов, характеризующих поведение системы. На основе амплитудно-временных сигналов «элементарных» искусственных сигналов, а затем и реальных сигналов виброускорения строились реконструированные аттракторы. Для этого временная последовательность развертывалась в ряд наборов с последовательно возрастающими сдвигами (разностью фаз). Эти наборы и представляли собой ряд дискретных переменных, необходимых для составления фазового портрета. Для построения фазовых портретов на основе форм волны вибросигналов была использована программа IMPROS на языке OBJECT PASCAL визуальной среды программирования DELPHI. Внешний вид представлен на рисунке 4.
Анализ статистических данных, собранных службой вибродиагностики врезультате обследований группы НКО одного из НПЗ за последние четыре года, показал, что из всей совокупности дефектов в большинстве случаев только один приводит к аварийной ситуации. При этом, по мере развития, его амплитудные значения вибрации начинают преобладать над остальными. Это влияет на детерминированность сигнала, которая начинает определяться характером12 этого дефекта и динамикой его развития, что, в свою очередь, определяет вид аттрактора. Показателем, свидетельствующим о развитии дефекта при построении фазовых портретов, является рост значения масштабного коэффициента, значение которого равно разности максимального и минимального значений амплитуды исследуемой последовательности виброускорения. Если в роторном оборудовании развивается не один дефект или степень развития дефекта незначительна, то в этом случае фазовый портрет выглядит как шумовой сигнал, пример которого представлен на рисунке 5, а. Для анализа такого фазового портрета требуется разработка рекомендаций по очистке сигнала от шумовой составляющей. С этой целью применялся программный пакет MATLAB 6.0. Объем выборки оцифрованной формы волны при этом должен содержать не менее чем 2.(1024) значений.

Для
очищения сигнала от шума использовалось
дискретное вейвлетпреобразование
сигнала (инструментарий программы
Wavelet 1-D, вызываемый по команде wavemenu). По
результатам спектрального анализа
выбиралась частота развивающегося
дефекта, характер которого требовалось
установить, и, по необходимости,
отфильтровывался сигнал в этой области.
Проведенными исследованиями было
определено, что идентификация дефектов
подшипников по фазовым портретам
достигается при следующих параметрах
очищения сигнала: тип вейвлета db3, число
уровней дискретизации от пяти до восьми.
Максимальный уровень дискретизации –
одиннадцать, использовался для более
точной локализации детерминированной
составляющей в определенном частотном
диапазоне. В качестве примера на рисунке
6 представлен зашумленный и очищенный
сигнал, содержащий дефект подшипника.
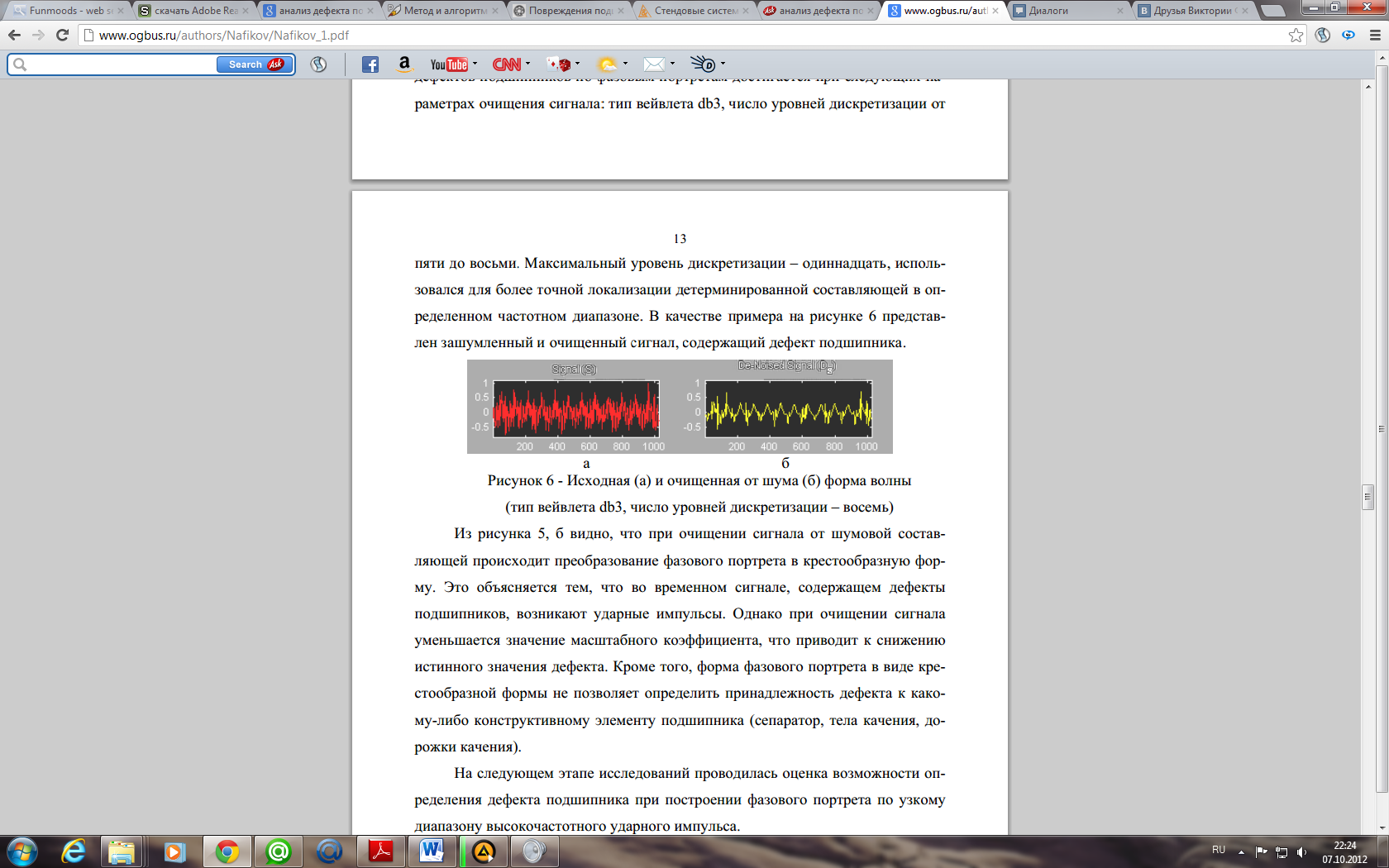
Из рисунка 5, б видно, что при очищении сигнала от шумовой составляющей происходит преобразование фазового портрета в крестообразную форму. Это объясняется тем, что во временном сигнале, содержащем дефекты подшипников, возникают ударные импульсы. Однако при очищении сигнала уменьшается значение масштабного коэффициента, что приводит к снижению истинного значения дефекта. Кроме того, форма фазового портрета в виде крестообразной формы не позволяет определить принадлежность дефекта к какому-либо конструктивному элементу подшипника (сепаратор, тела качения, дорожки качения).
На следующем этапе исследований проводилась оценка возможности определения дефекта подшипника при построении фазового портрета по узкому диапазону высокочастотного ударного импульса. На рисунке 7 приведена форма волны, представленная в виде зависимости виброускорения от числа оборотов вала (рисунок 7, а) и, для наглядности, в виде зависимости виброускорения от значения выборки сигнала (рисунок 7, б). Значение виброускорения (G) составляет 9,81 мм/с. На рисунке 7, б видны три участка с максимальными всплесками вибрации, помеченные буквой А. Для каждого участка, представленного в виде отдельного диапазона на рисунке 8, был построен соответствующий фазовый портрет, показанный на рисунке 9.

Схожесть формы фазовых портретов, построенных по выделенным ударным импульсам, свидетельствует о том, что в агрегате присутствует процесс с повторяемостью развивающегося дефекта. Поскольку ударные импульсы появляются при различных видах дефектов и при изменении качества смазки, на данном этапе идентификация принадлежности дефекта какому-либо конструктивному элементу подшипника невозможна, а, следовательно, этот подход может быть использован только для контроля состояния узла в течение длительного времени. Данный недостаток можно устранить при дополнительном анализе частоты появления импульсов во временном сигнале.
Зная частоту вращения ротора и время записи вибрационного сигнала, можно определить число импульсов, попавших в исследуемый сигнал. Используя формулы для расчета основных частот подшипниковой вибрации, рассчитываются частоты появления ударных импульсов во временном сигнале для различных конструктивных элементов подшипника и проверяется их наличие в форме волны исходного сигнала. Например, на рисунке 7, а форма волны содержит число импульсов, соответствующих дефекту сепаратора. Подобным образом были построены фазовые портреты для дефектов других конструктивных элементов подшипника и установлено, что каждый дефект имеет характерную форму фазового портрета. Также необходимо отметить, что по мере развития дефекта форма фазового портрета изменяется. При этом увеличивается значение масштабного коэффициента. Например, на рисунке 10 показано изменение фазовых портретов для дефекта сепаратора после его развития.
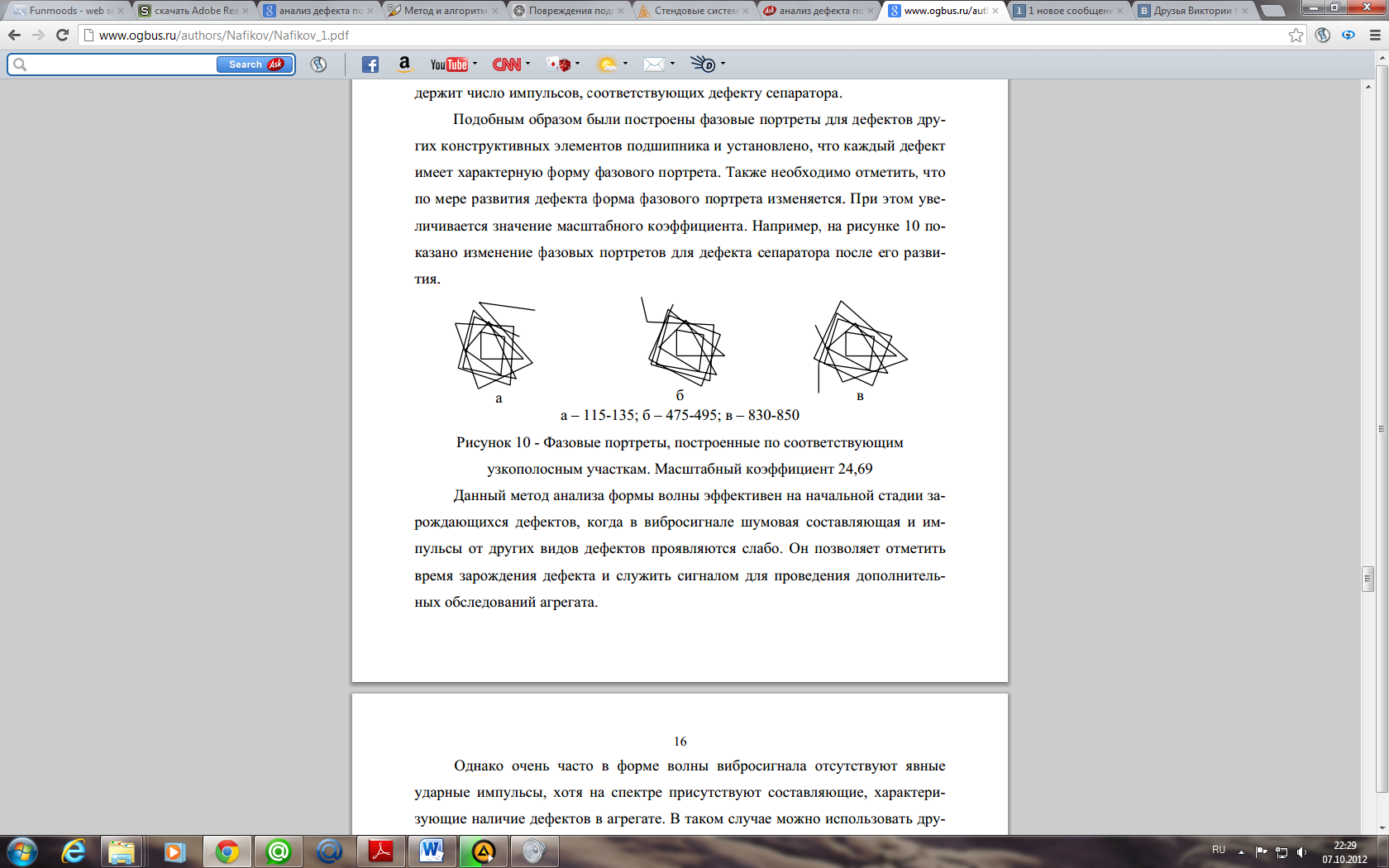
Данный метод анализа формы волны эффективен на начальной стадии за-рождающихся дефектов, когда в вибросигнале шумовая составляющая и им-пульсы от других видов дефектов проявляются слабо. Он позволяет отметить время зарождения дефекта и служить сигналом для проведения дополнительных обследований агрегата. Однако очень часто в форме волны вибросигнала отсутствуют явные ударные импульсы, хотя на спектре присутствуют составляющие, характеризующие наличие дефектов в агрегате. В таком случае можно использовать другой подход определения дефектов в подшипниках качения, основанный на сравнении фазового портрета исследуемого насосного агрегата с фазовым портретом, соответствующим предельному состоянию конструктивного элемента. Для построения фазовых портретов конструктивных элементов подшипников в предельном состоянии были определены значения амплитуды, соответствующие основным частотам подшипниковой вибрации, которые, в свою очередь, были рассчитаны по общеизвестным формулам для подшипников, применяемых на исследуемых агрегатах. На рисунке 11, а показано наложение на спектр сетки частот подшипниковой вибрации, соответствующих дефекту сепаратора. Значение амплитуды пика на частоте 20 Гц (по которому произошло наложение) использовалось для построения «искусственного» спектра (рисунок
11, б), соответствующего этому дефекту.

Аналогичным образом были получены «искусственные» спектры остальных дефектов конструктивных элементов подшипника и соответствующие им сигналы с использованием обратного преобразования в программе MATLAB 6.0. На их основе были построены «элементарные» фазовые портреты, представные на рисунке 12.
 Отработка
представленного выше подхода при оценке
технического состояния подшипников
качения была проведена на основе анализа
вибросигнала на конкретном примере с
развитым дефектом подшипника. Для этого
поочередно складывались реальный
сигнал, спектр которого показан на
рисунке 13, а, и искусственно созданные
сигналы для дефектов конструктивных
элементов подшипника с амплитудой,
равной величине максимального пика,
показанного горизонтальной стрелкой.
В качестве примера на рисунке 13, б
приведен спектр, полученный сложением
реального спектра и спектра «искусственного»
сигнала, соответствующего дефекту
внутренней дорожки качения. По полученным
в результате сложения сигналам были
построены фазовые портреты. По мере
необходимости сигналы очищались от
основных несущих час тот, способствующих
зашумлению фазового портрета. Построенные
фазовые портреты сравнивались с
соответствующими «элементарными»
фазовыми18 портретами. В результате
сравнения было определено, что данном
случае подшипник содержит дефект
внутренней дорожки качения (рисунок
14). Данный вывод был подтвержден в
результате визуального осмотра подшипника
после остановки агрегата. Фотография
дефектного участка представлена на
рисунке 15.
Отработка
представленного выше подхода при оценке
технического состояния подшипников
качения была проведена на основе анализа
вибросигнала на конкретном примере с
развитым дефектом подшипника. Для этого
поочередно складывались реальный
сигнал, спектр которого показан на
рисунке 13, а, и искусственно созданные
сигналы для дефектов конструктивных
элементов подшипника с амплитудой,
равной величине максимального пика,
показанного горизонтальной стрелкой.
В качестве примера на рисунке 13, б
приведен спектр, полученный сложением
реального спектра и спектра «искусственного»
сигнала, соответствующего дефекту
внутренней дорожки качения. По полученным
в результате сложения сигналам были
построены фазовые портреты. По мере
необходимости сигналы очищались от
основных несущих час тот, способствующих
зашумлению фазового портрета. Построенные
фазовые портреты сравнивались с
соответствующими «элементарными»
фазовыми18 портретами. В результате
сравнения было определено, что данном
случае подшипник содержит дефект
внутренней дорожки качения (рисунок
14). Данный вывод был подтвержден в
результате визуального осмотра подшипника
после остановки агрегата. Фотография
дефектного участка представлена на
рисунке 15.

Данная методика применялась для идентификации дефектов на раннейстадии развития. С этой целью был выбран насосный агрегат с зарождающимся дефектом сепаратора, частоты которого показаны стрелками на рисунке 16. Периодически проводились замеры вибрации, производилась предвари-
тельная очистка сигнала от основных рабочих частот с использованием подобранных ранее параметров очистки (вейвлет Добеши, число дискретизации 11).

Далее строились фазовые портреты на основе суммы реального и «искус-
ственного» сигнала, соответствующего дефекту сепаратора. Изменение фазовых портретов в процессе развития дефекта сепараторапоказано на рисунке 17. Видно, что фазовый портрет начинает приобретатьформу, соответствующую дефекту сепаратора, с момента, когда амплитуда частоты, относящаяся к его вибрации, превышает шумовую составляющую в 2,5 раза. Результаты работы легли в основу создания комплексной методики оценки технического состояния подшипников качения центробежных насосных агрегатов, включающей в себя как элементы стандартных методов, так и метода реконструированных фазовых портретов, основанного на применении элементов теории детерминированного хаоса. Рисунок 17 – Спектры и соответствующие им фазовые портреты развивающегося дефекта сепаратора при соотношении
амплитуд
частот пика к шуму 1,5 (а), 2 (б), 2,5 (в), 4,5 (г)

Рисунок 17 – Спектры и соответствующие им фазовые портреты развивающегося дефекта сепаратора при соотношении амплитуд частот пика к шуму 1,5 (а), 2 (б), 2,5 (в), 4,5 (г)
ОСНОВНЫЕ ВЫВОДЫ
1 Произведен анализ статистических данных по наработке отказов ЦНА, который позволил определить необходимость разработки дополнительногоспособа обработки сигнала, отличного от стандартного спектрального разложения, для выявления дефектов подшипников качения.
2 Определено, что имеющаяся в вибросигнале шумовая составляющая затрудняет выявление дефектов подшипников. Показано, что очищение вибросигнала от шумовой составляющей достигается с помощью вейвлет-преобразования при использовании программного комплекса MATLAB 6.0 с применением вейвлета Добеши и числом дискретизации от 5 до 8. 3 Установлено, что показателем развития дефекта подшипника является увеличение масштабного коэффициента. При этом предельное состояние насосного агрегата достигается при значении масштабного коэффициента 15-18. 4 Совпадение фазовых портретов, построенных по узкополосным диапа-зонам формы волны вибросигнала, свидетельствует о наличии дефекта в конструктивных элементах подшипника. 5 Разработан метод построения реконструированных фазовых портретов, основанный на теории детерминированного хаоса, который позволяет выявлять дефекты конструктивных элементов подшипников качения при оценке состояния насосного агрегата. 6 Доказано, что фазовые портреты для различных элементов подшипников качения имеют различную структуру. Это позволяет визуально идентифицировать дефекты конструктивных элементов подшипников качения, возникающие в насосном агрегате.
7 Установлено, что в случае развития в насосном агрегате группы дефектов форма фазового портрета определяется структурой доминирующего дефекта. Фазовые портреты зарождающихся дефектов начинают формироваться смомента, когда амплитуда частоты, относящаяся к вибрации конструктивных элементов подшипника, превышает шумовую составляющую в 2,5 раза. 22
ОСНОВНЫЕ РЕЗУЛЬТАТЫ РАБОТЫ ОПУБЛИКОВАНЫ
В СЛЕДУЮЩИХ НАУЧНЫХ ТРУДАХ
1 Нафиков А.Ф. Различные методы технической диагностики насосногооборудования // Интеграция науки и высшего образования в области био- и органической химии и механики многофазных систем: Материалы I Всерос. науч.
INTERNET конф.- Уфа: Из-во «Реактив», 2002.- С. 68-69. 2 Нафиков А.Ф., Закирничная М.М., Кузеев И.Р. и др. Применение метода фазовых портретов для технической диагностики насосного оборудования //