

Область применения
Механизированная сварка под флюсомявляется одним из основных способов сварки плавлением. Если в первые годы освоения сварку под флюсом применяли только при изготовлении сварных конструкций из низкоуглеродистых сталей, то сейчас успешно сваривают низколегированные, легированные и высоколегированные стали различных классов, сплавы на никелевой основе. Освоена сварка под флюсом титана и его сплавов. Под флюсом сваривают медь и ее сплавы. По флюсу, а в последние годы и под флюсом сваривают алюминий и его сплавы. Изделия, полученные сваркой под флюсом, надежно работают при высоких температурах и в условиях глубокого холода, в агрессивных средах, в вакууме и в условиях высоких давлений.
Наиболее выгодно использовать механизированную сварку под флюсом при производстве однотипных сварных конструкций, имеющих протяженные швы и удобных для удержания флюса. Экономически целесообразнее сваривать под флюсом металл толщиной от 1,5 -2,0 до 60 мм. Нецелесообразно сваривать конструкции с короткими швами.
Способ электрошлаковой сваркишироко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их сплавов. К преимуществам способа относится возможность сварки за один про ход металла практически любой толщины, что не требует удаления шлака и соответствую щей настройки сварочной установки перед сваркой последующего прохода, как при других способах сварки. При этом сварку выполняют без снятия фасок на кромках. Для сварки можно использовать один или несколько проволочных электродов или электродов другого увеличенного сечения. В результате этого достигается высокая производительность и экономичность процесса, повышающиеся с ростом толщины свариваемого металла.
К недостаткам способа следует отнести то, что электрошлаковая сварка технически возможна при толщине металла более 16 мм и за редкими исключениями экономически вы годна при сварке металла толщиной более 40 мм. Способ позволяет сваривать только вертикальные швы. При сварке некоторых металлов образование в металле шва и околошовной зоны неблагоприятных структур требует последующей термообработки для получения необходимых свойств сварного соединения. Присадочные материалы и флюсы
Электродная проволока. Правильный выбор марки электродной проволоки для сварки - один из главных элементов разработки технологии механизированной сварки под флюсом. Химический состав электродной проволоки определяет состав металла шва и, следовательно, его механические свойства.
Для сварки сталей предназначена проволока по ГОСТ 2246—70 Проволока стальная сварочная». В соответствии с этим ГОСТом выпускают низкоуглеродистую, легированную и высоколегированную проволоку диаметром 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм. Проволока поставляется в бухтах массой до 80 кг. На каждой бухте крепят металлическую бирку с указанием завода-изготовителя, условного обозначения проволоки, номера партии и клейма технического контроля. По соглашению сторон проволоку могут поставлять намотанной на катушки или кассеты. Транспортировать и хранить проволоку следует в условиях, исключающих ее ржавление, загрязнение и механическое повреждение. Если же поверхность проволоки загрязнена или покрыта ржавчиной, то перед употреблением ее необходимо очистить. Проволоку очищают при намотке ее на кассеты в специальных станках, используя наждачные круги. Для удаления масел используют керосин, уайт-спирит, бензин и др. Для устранения влаги применяют термическую обработку: прокалку при температуре 100 - 150 °С. ЦНИИТМАШ рекомендует обрабатывать проволоку в 20%-ном растворе серной кислоты с последующей прокалкой при температуре 250 °С 2 - 2,5 ч. Необходимость в обработке электродной проволоки перед сваркой отпадает, если использовать омедненную проволоку .Для механизированной сварки под флюсом и по флюсу алюминия и его сплавов используют сварочную проволоку, выпускаемую по ГОСТ 7871-75 «Проволока сварочная из алюминия и алюминиевых сплавов». ГОСТ 16130-72 «Проволока и прутки из меди и сплавов на медной основе сварочные» предъявляет требования к проволоке для сварки меди и ее сплавов. Подготовка этих проволок к сварке во многом определяет качество сварного соединения. Как правило, подготовка этих проволок к сварке такая же, как и основного металла. Наилучшие результаты обеспечивает химическая обработка или электролитическое полирование.
Сварочные флюсы. Сварочный флюс - один из важнейших элементов, определяющих качество металла шва и условия протекания процесса сварки. От состава флюса зависят составы жидкого шлака и газовой атмосферы. Взаимодействие шлака с металлом обусловливает определенный химический состав металла шва. От состава металла шва зависят его структура, стойкость против образования трещин. Состав газовой атмосферы обусловливает устойчивость горения дуги, стойкость против появления пор и количество выделяемых при сварке вредных газов.
Функции флюсов.Флюсы выполняют следующие функции: физическую изоляцию сварочной ванны от атмосферы, стабилизацию дугового разряда, химическое взаимодействие с жидким металлом, легирование металла шва, формирование поверхности шва.
Лучшая изолирующая способность - у флюсов с плотным строением частиц мелкой грануляции. Однако при плотной укладке частиц флюса ухудшается формирование поверхности шва. Достаточно эффективная защита сварочной ванны от атмосферного воздействия обеспечивается при определенной толщине слоя флюса.
Необходимая высота слоя флюса сварки
низкоуглеродистых и низколегированных
сталей на различных режимах следующая:
Сварочный ток, А …...... 200 – 400![]() 600 – 800
600 – 800![]() 1000
- 1200
Высота слоя флюса, мм … 25 – 35
1000
- 1200
Высота слоя флюса, мм … 25 – 35![]() 35
– 40
35
– 40![]() 45
– 60
45
– 60
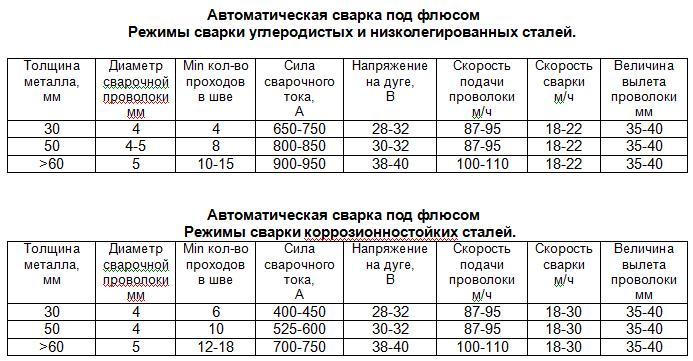
Основные режимы сварки для различных
толщин металла и диаметров проволоки
приведены в таблице 1.
табл.1
В состав флюса вводят элементы-стабилизаторы, повышающие стабильность горения дуги. Введение этих элементов позволяет применять переменный ток для сварки, более широко варьировать режимы сварки.
Химический состав металла шва формируется за счет основного и электродного металлов. Однако состав флюса может привести к заметным изменениям химического состава металла шва. Эти изменения возможны, как. правило, только в пределах долей процента, Для легирования металла шва применяют керамические флюсы.
Формирующая способность флюсов
определяется вязкостью шлака, характером
ее зависимости от температуры, межфазным
натяжением на границе металл — шлак и
т. п. Формирующая способность в значительной
степени зависит от мощности дуги. При
сварке мощной дугой (ток свыше 1000 А)
хорошее формирование обеспечивают
«длинные» флюсы, вязкость которых при
повышении температуры монотонно
уменьшается. При сварке кольцевых швов
малого диаметра для предотвращения
отекания шлака следует использовать
«короткие» флюсы, вязкость которых
резко уменьшается с повышением
температуры. Существенное влияние на
формирование шва оказывает газопроницаемость
флюса, которая определяется размерами
частиц и насыпной массой флюса.
Рекомендуемые размеры частиц стекловидного
флюса в зависимости от мощности дуги,
обеспечивающие удовлетворительное
формирование шва, приведены ниже.
Сварочный ток, А…....... 200 – 600![]() 600 -1200
Грануляция частиц, мм… 0,25 - 1,6
600 -1200
Грануляция частиц, мм… 0,25 - 1,6![]() 0,4 - 2,5
0,4 - 2,5
По назначению флюсы подразделяются: - для сварки низкоуглеродистых и низколегированных сталей; - для сварки легированных и высоколегированных сталей; - для сварки цветных металлов и сплавов.
В зависимости от химического состава флюсы классифицируют по со держанию кремния и марганца.
Низкокремнистые флюсы содержат менее 35% SiO2. При со держании более 1% МnО флюс называют марганцевым. Высококремнистые флюсы содержат более 35% SiO2; в составе безмарганцевых флюсов менее 1% МnО. Особую группу при классификации флюсов по химическому составу занимают бескислородные флюсы. По степени легирования различают флюсы пассивные (практически не легирующие металл шва), слаболегирующие (плавленые) и легирующие (керамические). По способу изготовления флюсы подразделяются на плавленые, керамические и механические смеси. По строению частиц плавленые флюсы разделяют на стекловидные (прозрачные зерна) и пемзовидные (зерна пенистого материала белого или светлых оттенков желтого, зеленого, коричневого и других цветов). Пемзовидные флюсы имеют меньшую насыпную массу (0,7 -1,0 кг/дм3), чем стекловидные (1,1-1,8 кг/дм3). Наибольшее применение нашли плавленые флюсы.
Общие требования к флюсу. Флюсы для механизированной сварки должны обеспечивать устойчивое протекание процесса сварки, отсутствие кристаллизационных трещин и пор в металле шва, требуемые механические свойства металла шва и сварного соединения в целом, хорошее формирование шва, легкую отделимость шлаковой корки, минимальное выделение токсичных газов при сварке, а также иметь низкую стоимость и возможность массового промышленного изготовления.