

Вопроcы для контроля
1. Преимущества и недостатки прямоугольных (ящичных) калибров.
2. От чего зависит количество кантовок при прокатке на блюминге?
3. Границы устойчивости полосы при прокатке на гладкой бочке и в калибре.
4. Как можно увеличить угол захвата при прокатке на блюминге?
5. Почему имеются расхождения между показаниями циферблата и фактической толщиной раската?
6. Факторы, ограничивающие величину абсолютного обжатия за проход при прокатке на блюминге?
7. Что такое выпуск прямоугольного (ящичного) калибра?
8. Какое назначение имеет выпуклость дна прямоугольного (ящичного) калибра?
При подготовке к лабораторной работе рекомендуется проработать литературу:
[1] – С. 135-217;
[2] – С. 91-139;
[3] – С. 23-72;
[4] – С. 62-87.
ЛАБОРАТОРНАЯ РАБОТА 2
ПРОКАТКА КВАДРАТНЫХ ПРОФИЛЕЙ
ЦЕЛЬ РАБОТЫ: овладеть методикой расчета калибровки квадратной полосы и изучить заполнение калибров при прокатке квадрата.
ОБОРУДОВАНИЕ: работа проводится на стане 150. Калибровка валков стана 150 показана на рисунке 2.1.
Исходная заготовка — свинец 30*30*120мм - 2 шт; 28*28*120мм - 2 шт.; 25*25*120мм- 2 шт.
Вариант прокатываемой полосы (таблица 2.1) задается преподавателем.
Таблица 2.1 - Варианты размеров прокатываемой полосы
-
Размеры заготовки
(H * B), мм
Варианты размеров прокатываемой полосы , мм
1
2
3
4
5
6
30*30*120
20*20
19*19
28*28*120
19*19
18*18
25*25*120
18*18
17*17
Расчетная часть работы
Расчет калибровки ведите против xoдa прокатки.
1. Определите площади поперечного сечения чистового профиля (F1) и исходной заготовки (Fисх):
F1 = С12
Fисх = H * B

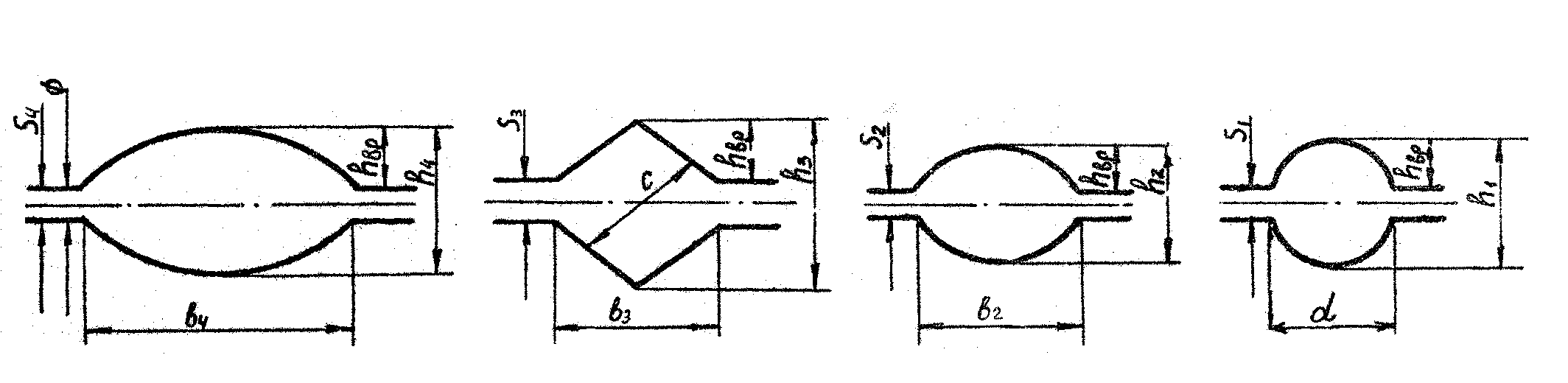
Рисунок 2.1 – Система вытяжных калибров ромб-квадрат для прокатки квадратных профилей
 Рисунок
3.1 – Калибровка валков для прокатки
круглых профилей
Рисунок
3.1 – Калибровка валков для прокатки
круглых профилей
где С1 – сторона чистового квадратного профиля, мм.
2. Определите общий коэффициент от исходной заготовки до готового профиля:
общ = Fисх / F1 .
3. Распределите коэффициенты деформации по клетям таким образом, чтобы в чистовом калибре был коэффициент 1 = 1,1…1,2 , а в последующих -возрастал. При этом произведение коэффициентов деформации по клетям должен быть равен общему коэффициенту деформации:
общ = 1 *2 *3 *4 .
4. Площадь предчистового ромбического калибра:
F2 = F1 * 1 .
5. Ориентировочно принимайте уширение ромбической полосы в квадратном калибре: b1 = 1,0…1,2 мм.
6. Высота предчистового ромба:
h2 = 1,41С1 – b1 .
7. Ширина предчистового ромба:
b2 = 2F2 / h2 .
8. Глубина вреза в валках ромбического калибра (согласно замеров калибровки): hвр2 (мм).
9. Тогда зазор между буртами калибра: S2 = h2 - 2 hвр2 .
10. Среднее обжатие в квадратном калибре определите методом приведенной полосы:
-
приведенная высота задаваемой в квадратный калибр ромбической полосы: h пр.р = F2 / h2;
-
приведенная высота квадратного калибра: h пр.кв = F1 / b1;
-
приведенное обжатие в квадратном калибре: h пр.1 = h пр.р - h пр.кв .
11. Катающий радиус в квадратном калибре: Rк1 = 0,5(До - h пр.кв) .
12. Площадь последующего квадрата: F3 = F2 * 2 .
1 3.
Сторона квадрата: С3
=
F3
.
3.
Сторона квадрата: С3
=
F3
.
14. Высота квадратного калибра h3 = 1,41 С3 .
15. Глубина вреза квадратного калибра в валках (согласно замеров калибровки): hвр3 (мм) .
16. Тогда зазор между буртами калибра: S3 = h3 - 2 hвр3 .
17. Параметры последующего ромбического калибра рассчитываются аналогично пунктам 4-9.