

Контрольные вопросы:
1. Преимущества и недостатки системы вытяжных калибров овал-квадрат.
2. Устойчив ли овальный раскат в квадратном калибре?
3. Как определить среднее обжатие за проход?
4. На каких станах применяется система вытяжных калибров овал-круг?
5. Неравномерность деформации при прокатке раскатов в овальных и квадратных калибрах.
6. Что обеспечивает более равномерное распределение температуры по поперечному сечению полосы при прокатке раскатов по системе овал-квадрат?
7. Область применения системы вытяжных калибров овал-квадрат.
8. Последовательность расчета калибровки валков при прокатке по системе овал-квадрат.
При подготовке к лабораторной работе рекомендуется проработать литературу:
[2] – С. 62-67;
[3] – С. 81-82;
[4] – С. 19-26.
ЛАБОРАТОРНАЯ РАБОТА 4
ПРОКАТКА ДВУТАВРОВЫХ ПРОФИЛЕЙ
ЦЕЛЬ РАБОТЫ: изучить условия заполнения разрезных калибров открытого и закрытого типа в зависимости от высоты и ширины задаваемой заготовки, а также изучить утяжку в закрытых и приращение высоты в открытых фланцевых калибрах.
ОБОРУДОВАНИЕ: работа проводится на стане 150. Калибровка валков стана 150 показана на рисунке 4.1.
Исходная заготовка — свинец 25*25*120мм - 2 шт; 28*28*120мм - 2 шт.; 25*28*120мм- 2 шт.
Лабораторная работа состоит из двух частей.
Первая часть работы предусматривает изучение особенностей прокатки полос в разрезных калибрах открытого и закрытого типа. При этом выявите:
а) влияние высоты заготовки на характер заполнения разрезного калибра открытого и закрытого типа;
б) влияние ширины заготовки на характер заполнения разрезных калибров открытого и закрытого типа.
Для выполнения этой части работы первая подгруппа прокатывает в открытом разрезном калибре (рисунок 4.1 - калибр I) два образца разной высоты (25x25 и 28х28), а затем третий образец шириной 28 мм (28х25).
Вторая подгруппа прокатывает такие же образцы в закрытом разрезном калибре (рисунок 4.1 - калибр II).
Шейка двутавровой балки после разрезного калибра должна иметь толщину 8-9 мм.
Вторая часть работы предусматривает изучение особенностей формирования фланцев профиля в закрытых и открытых ручьях балочных калибров. Полученные ранее раскаты прокатывают в III и IV калибрах. При этом необходимо установить различие в заполнении калибров по высоте и ширине профиля.
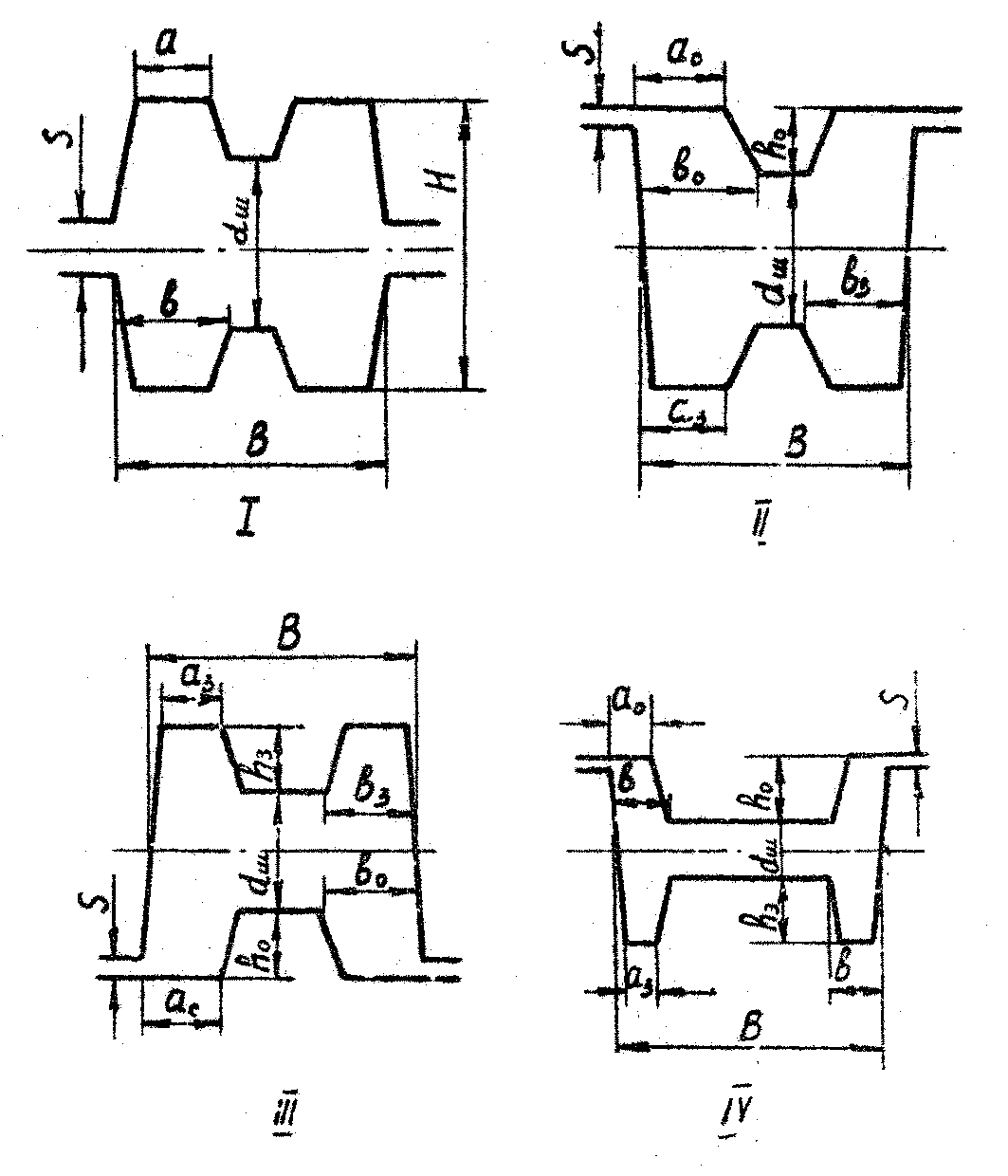
Риснок 4.1 - Калибровка валков стана 150 для прокатки двутавровой балки: I - разрезной калибр открытого типа; II - разрезной калибр закрытого типа; III и IV - балочные калибры закрытого типа.
Порядок выполнения работы:
1. Нанесите метки по длине заготовки на расстоянии 100мм; после каждого пропуска измерьте удлинение и определите коэффициенты вытяжки (i).
2. Произведите измерение заготовки, а затем и раскатов после каждого прохода по середине образца.
3. Площадь поперечного сечения исходной заготовки (F0) определите по зависимости: F0 =H*B; площади поперечных сечений балочных профилей по ходу прокатки: F1 = F0 * 1; F2 = F1 * 2 и т.д.
4. Полученные данные при обмере образцов заносите в таблицы 4.1-4.2.
5. После каждого пропуска от раската отрежьте темплет, а контуры темплета представьте в отчете.
Таблица 4.1 – Геометрия раскатов в разрезных калибрах
|
№ образца |
№ калибра |
Н |
В |
L |
|
F |
Открытый фланец |
Закрытый фланец |
d |
||||
|
ho |
bo |
ao |
hз |
bз |
aз |
||||||||
|
мм |
мм |
мм |
|
мм2 |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
||
|
1-1 |
I |
25 |
25 |
|
|
|
|
|
|
|
|
|
|
|
2-1 |
I |
28 |
28 |
|
|
|
|
|
|
|
|
|
|
|
3-1 |
I |
25 |
28 |
|
|
|
|
|
|
|
|
|
|
|
1-2 |
II |
25 |
25 |
|
|
|
|
|
|
|
|
|
|
|
2-2 |
II |
28 |
28 |
|
|
|
|
|
|
|
|
|
|
|
3-2 |
II |
25 |
28 |
|
|
|
|
|
|
|
|
|
|
Таблица 4.2– Геометрия раскатов в двутавровых калибрах
|
№ образца |
№ калибра |
Н |
В |
L |
|
F |
Открытый фланец |
Закрытый фланец |
d |
||||
|
ho |
bo |
ao |
hз |
bз |
aз |
||||||||
|
мм |
мм |
мм |
|
мм2 |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
||
|
1-1 |
III |
|
|
|
|
|
|
|
|
|
|
|
|
|
2-1 |
III |
|
|
|
|
|
|
|
|
|
|
|
|
|
3-1 |
III |
|
|
|
|
|
|
|
|
|
|
|
|
|
1-1 |
IV |
|
|
|
|
|
|
|
|
|
|
|
|
|
2-1 |
IV |
|
|
|
|
|
|
|
|
|
|
|
|
|
3-1 |
IV |
|
|
|
|
|
|
|
|
|
|
|
|
|
1-1 |
III |
|
|
|
|
|
|
|
|
|
|
|
|
|
2-2 |
III |
|
|
|
|
|
|
|
|
|
|
|
|
|
3-2 |
III |
|
|
|
|
|
|
|
|
|
|
|
|
|
1-2 |
IV |
|
|
|
|
|
|
|
|
|
|
|
|
|
2-2 |
IV |
|
|
|
|
|
|
|
|
|
|
|
|
|
3-2 |
IV |
|
|
|
|
|
|
|
|
|
|
|
|
6. В выводах по работе укажите различия в условиях деформации разных образцов по ширине и высоте и характер заполнения металлом фланцев.