

6.2. Система основних взаємозв'язків тактичних планів та процедура планування потреби в матеріалах (ппм)
Щоб ефективно здійснювати короткострокове тактичне планування, операційний менеджер повинен знати:
виробничий графік (що має бути зроблено і коли);
специфікації або відомості застосовуваних матеріалів (як зробити продукт);
наявність матеріалів на складі та кількість їх замовлення (що є на складі та що замовлено);
поточний час (скільки його буде потрібно для отримання компонентів);
повну та чисту потребу в матеріалах згідно з відповідним обсягом попиту;
короткострокові розклади, що визначають час виконання операцій та рух елементів виробництва через операційну систему;
засоби контролю завантаження робочих центрів та встановлення послідовності робіт.
Ці вимоги до тактичного планування свідчать про те, що таке панування є досить складною системою взаємозв'язків (схема 20).
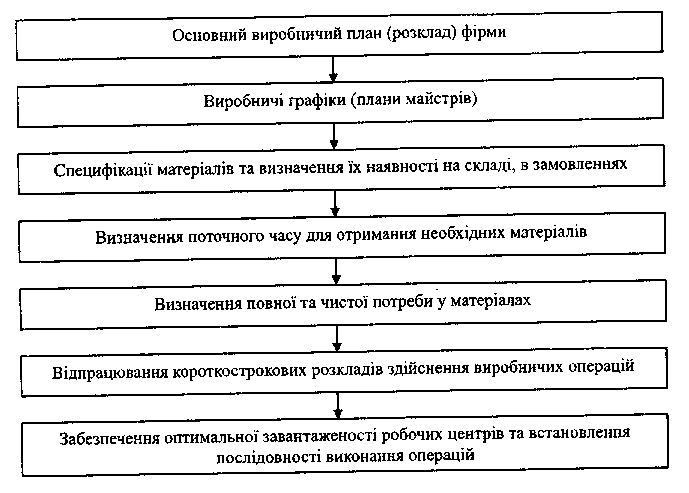
Схема 20 Взаємозв’язки системи тактичного плану
Як бачимо зі схеми 20, на рівні тактичного планування діяльності операційної системи головний виробничий план (розклад) є результуючою основою цього планування. Його дезагрегування здійснюється через розроблення виробничих графіків (виробничих планів майстрів), які для своєї реалізації, у свою чергу, визначають дотримання наведених наступних кроків у розгортанні тактичних дій менеджера.
Розглянемо цю послідовність конкретніше, розпочинаючи з виробничого графіка.
Виробничий графік визначає, що має бути виготовлено і коли. Він повинен бути погоджений з виробничим планом і має відповідати на запитання: що необхідно, щоб задовольнити попит і виконати виробничий план? Цей графік установлює, які продукти виробити і коли.
Багато організацій розробляють виробничі графіки і потім „фіксують" короткі проміжки плану, що об'єднують виконання близьких взаємопов'язаних послідовних робіт плану. Зафіксовані окремі відрізки розкладу розглядаються потім як „тверді" або „заморожені" завдання-графіки. Зміни можливі лише за рамками зафіксованого плану. Виробничий графік стає, таким чином, розгорнутим, послідовно виконуваним виробничим розкладом. Наприклад, фіксований семитижневий план складається із доповнюючих один одного тижневих планів, що забезпечують виконання послідовно визначених виробничих завдань. Отже, маємо семитижневий фіксований план.
Таблиця 21. Виробничий графік для виробів А і Б. Загальна найбільша потреба у виробі А
|
Тиждень |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Кількість |
50 |
- |
100 |
47 |
60 |
- |
110 |
75 |
- |
Загальна найбільша потреба у виробі Б
|
Тиждень |
7 |
8 |
9 |
10 |
11 |
|
12 |
13 |
14 |
15 |
|
Кількість |
100 |
200 |
150 |
- |
- |
|
60 |
75 |
- |
100 |

 Виробничий
план-графік є основою реалізації лише
виробничого процесу і його не можна
розглядати як прогноз попиту. У ньому
вказуються деталі та вузли, які мають
бути вироблені. Виробничий графік
може бути виражений у термінах:
Виробничий
план-графік є основою реалізації лише
виробничого процесу і його не можна
розглядати як прогноз попиту. У ньому
вказуються деталі та вузли, які мають
бути вироблені. Виробничий графік
може бути виражений у термінах:
останньої (кінцевої) одиниці в компаніях із безперервним (працюючим на склад) процесом;
замовлення покупця (виконання на замовлення) для компаній з одиничним виробництвом;
кількість модулів для масового виробництва (складальні одиниці в запасах.
Наочно виробничий план-графік можна подати таблично у вигляді графіка двох продуктів А і Б (табл. 21) .
Специфікації або відомості про склад виробу
Деталі, які мають бути вироблені, часто специфікуються за допомогою відомості про склад виробу (ВСВ). Це — перелік певних кількостей компонент, елементів, матеріалів, необхідних для виготовлення виробу. Специфікація елементів домашньої кухні та їх кількості і повний набір конструкторських креслень аероплану — це є відомості про склад виробу (хоча зміст і призначення їх різні). Креслення і відомості про склад виробу існують для цілого виробу чи це олівець, — незалежно від того, вантажівка. Відповідно, креслення й відомості складу виробу створюються для кожної важливої компоненти і складальної одиниці.
У свою чергу, складові елементи, або складальні одиниці, також аналогічно специфікуються аж до окремого гвинта, гайки, кілограма фарби тощо. Відомість склад про виробу для елемента, скажімо, А складається з елементів В і С. Індивідуальні креслення описують не лише їх фізичні розміри, а й спеціальні процеси, а також вихідні матеріали з яких виготовлена кожна деталь. Елементи, що знаходяться вище від кожного рівня називаються родичами; елементи, що знаходяться нижче від кожного рівня, називаються компонентами, або дітьми.
Відомість про склад виробу визначає його структуру. Розглянемо умовний приклад, що показує, як розвивається та поглиблюється структура виробу, виявляючи вимоги для кожного окремого компонента [27].
Будемо вважати, що попит на виріб А становить 50 од. Для кожної одиниці А потрібно дві одиниці В і три одиниці С; кожної одиниці В — дві одиниці D і три одиниці Е; для кожної одиниці С — одна одиниця Е і дві одиниці F; для кожної одиниці F — одна одиниця G і дві одиниці D. Отже, потреба в В, С, D, Е, F, і G повністю залежить від попиту на А. Володіючи цією інформацією, можна сконструювати структуру виробу у відносних одиницях запасу (схема 21).

Схема 21 Структура одиниці виробу А
Як бачимо, структура має чотири рівні: 0, 1, 2 і 3. Є чотири родичі: А, В, С і F. Кожна одиниця-родич має щонайменше один рівень нижчий від неї. Одиниці В, С, D, Е, F і G є компонентами, тому що кожна одиниця має ще хоча б один рівень над нею. У цій структурі В, С і F є і родичами, і компонентами. Число в круглих дужках вказує, яка кількість штук цієї окремої одиниці необхідна, щоб виготовити одиницю, яка йде наступною відразу ж вище від неї. Отже, В(2) означає, що потрібно дві одиниці В для кожної одиниці А і F (2) означає, що необхідно дві одиниці F для кожної одиниці С.
Маючи розгорнуту структуру продукту, можна визначити кількість штук кожної одиниці, необхідної для задоволення потреби. Ця інформація розміщується у такій таблиці:
Одиниця В : 2 х кількість AS = (2)(50)= 100
Одиниця С : 3 х кількість AS = (3)(50)=150
Одиниця D : 2 х кількість BS + 2х кількість FS = (2)(100) +
(2)(300)= 800
Одиниця У : 3 х кількість BS + FS кількість CS + (3)(100) + (1)(150) = 450 Одиниця F : 2 х кількість CS = (2)(150) = 300
Одиниця G : 1 х кількість FS = (1)(300) = 300.
Відомості про склад виробу не лише специфікують потребу, вони також корисні для визначення витрат і можуть бути використані як список одиниць, що має бути визначений для виробництва одиниці виробу або безпосередньо для складання.
Однією з форм специфікації є також відомості модуля. Модулі — не кінцеві продукти, а лише компоненти, які можуть бути зібрані у виріб. Відомості про склад виробу часто складаються як модульні, оскільки раціональніше організувати процес порівняно невеликої кількості модулів, ніж великої кількості фінальних складальних одиниць.
Скажімо, фірма може потребувати 150 тис. різних кінцевих виробів, але має лише 40 модулів, які в різних комбінаціях підбираються, щоб виготовити кінцеві вироби, для яких потрібно 150 тис. компонентів. Фірма прогнозує потреби у виробах, складає свій виробничий графік і відомості 40 модулів, а не 150 тис. різних конфігурацій кінцевих виробів. 40 модулів можуть бути зібрані в необхідних специфічних поєднаннях і служити основою для кінцевого складання виробу.
Складовими елементами процесу специфікації є й інші відомості про склад виробу, зокрема відомості планування та тимчасові відомості.
Відомості планування створюються для того, щоб призначити штучного родича у відомості про склад виробу. Це важливо переважно за двох умов.
коли хочемо згрупувати складальні одиниці разом, щоб знизити кількість одиниць, які довелось би вносити до розгляду;
коли хочемо випускати „комплекти" для виробничого відділу. Наприклад, неефективно випускати шпонки персонально для кожної складальної одиниці, кількість яких надзвичайно велика, тому назвемо всю потребу у шпонках „комплект" і випустимо відомість планування для таких комплектів. Отже, відомість планування специфікує комплект, що підлягає випуску. їх ще називають псевдовідомістю або номером комплекту.
Тимчасові відомості про склад виробу — це відомості про склад компонентів, як правило, складальних одиниць, що існують лише тимчасово і йдуть прямо в нове складання певного виробу. Вони ніколи не складуються і не входять у запаси чи заділи. Але, коли компоненти використовуються на різних рівнях відомості складу виробу, то вони кодуються, тобто для них указується номер рівня, на якому вони мають бути використанні.
Наступним кроком процесу тактичного планування є облік стану запасів та закупок (наявність на складі та замовлення).
Точність обліку запасів, або знання про те, що знаходиться в запасах, є ознакою того, що ними управляють ефективно. Досконалий менеджмент у сфері запасів абсолютно необхідний, щоб операційна система чітко працювала. Якщо фірма не досягла хоча б 99% точності обліку запасів, то можна вважати, що планування потреби в матеріалах, деталях та вузлах не буде виконувати свої функції.
Те ж саме стосується і визначення строків закупок. Відстежування порушення строків закупок існує як побічна гілка чітко організованого процесу у відділі управління запасами. Коли здійснюється замовлення, облік заявок і розклад доставки замовлень мають надавати інформацію, доступну для виробничого персоналу. Лише на основі чітко організованої інформації про закупки менеджери можуть відпрацювати оптимальні виробничі плани та ефективно координувати операційну діяльність. Після обліку запасів матеріалів необхідно визначити час виготовлення кожного елемента виробу.
Час виготовлення кожного компонента виробу передбачає, що служба менеджменту має визначити, коли вироби потрібні. Лише після цього можна вирішити питання, коли закуповувати, виготовляти деталі та складати (формувати) вироби. Це означає, що виробничий персонал визначає: час очікування; час руху; черговість; час переналадки; час виготовлення кожного компонента. Згруповані разом, ці періоди часу називаються часовим графіком виготовлення виробу, який узагальнено можна подати в табличній формі (табл. 22).
Таблиця 22. Часовий графік виготовлення виробу А
|
Компоненти |
Час виготовлення |
|
А |
Один тиждень |
|
В |
Два тижні |
|
С |
Один тиждень |
|
D |
Один тиждень |
|
E |
Два тижні |
|
F |
Три тижні |
|
G |
Два тижні |
Компоненти Час виготовлення А Один тиждень В Два тижні С Один тиждень D Один тиждень Е Два тижні F Три тижні G Два тижні
 Цей
табличний матеріал ми можна використати
для графічного зображення ситуації
(рис. 9).
Цей
табличний матеріал ми можна використати
для графічного зображення ситуації
(рис. 9).
Рис. 9. Графік часової структури товару
Коли відомість про склад виробу А, яка була подана схематично й таблично у попередньому прикладі, доповнити схемою - графіком (рис. 22), де відображені часові періоди виготовлення окремих деталей та вузлів, то отримаємо часову структуру товару. У вітчизняній термінології це називається цикловим графіком виготовлення виробу.