

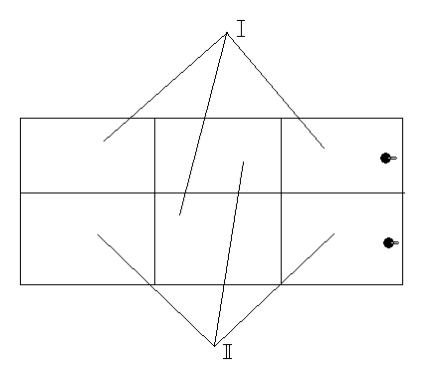
17.Схема контроля герметичности аб поблочная
АБ емкостью до 100 А*ч
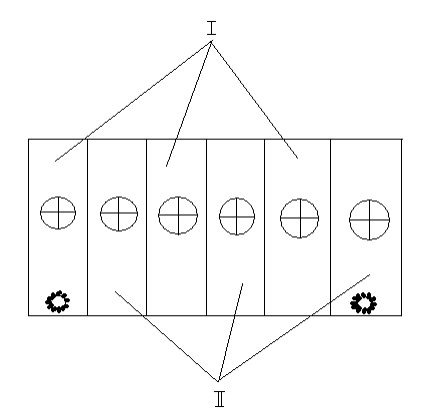
рис.17.1 Схема контроля герметичности АБ емкостью до 100 Ач
АБ ёмкостью более 100 Ач
18. Состав пакетов электродов для различных типов акб
Таблица 18.1
|
Химический состав сплава |
| ||
|
Элемент |
Хим.знак |
Содержание,%вес | |
|
Свинец |
Pb |
Остальное | |
|
Сурьма |
Sb |
3,2-3,8 |
|
|
Олово |
Sn |
0,4-0,55 |
|
|
Мышьяк |
As |
0,07-0,11 |
|
|
Медь |
Cu |
≤0,04 |
|
|
Сера |
S |
0,003-0,01 | |
|
Селен |
Se |
≤0,002 |
|
|
Железо |
Fe |
0,001 |
|
|
Висмут |
Bi |
0,03 |
|
|
Серебро |
Ag |
Не ограничено | |
|
Цинк |
Zn |
0,001 |
|
|
Никель |
Ni |
0,002 |
|
|
Кадмий |
Cd |
0,001 |
|
12. Баковое формирование
1.Требования безопасности.
2.Материалы,полуфабрикаты.
3.Оборудования,приспособление,инстументы.
4.Общее описание
Формирование заряда электродов осуществляется в формировочных баках,изготовленных электрических материаллов(эбанит,полтпропилен) и оборудованых внутри постоянными такоотводящими шинами,а также сменными диэлектрическими гребёнками(для фиксации сдвоенных электродных пластин).Баки соеденины в последовательные электрические цепи группами (далее сериями) по 52 шт в серии и заполнены электролитом-водным раствором серной кислоты.Пластины электродные устанавливаются в пазы гребёнок поочерёдно т.е. положение чередуется с отрицательными.Электродные пластины после формирования называются электродами .Для формирования заряда пластин ,контактирующих с шинами,шины подключаются к источнику постоянного тока.
В баках осуществляется так называемое беспайковое формирование.Это значит,что для обеспечения надёжного контакта ушка пластины с шиной, в месте их соприкосновения используется явление электрохимического осаждения на катоде.Как известно при э/х процессе происходит расстворение на аноде и осаждение на катоде под действием электрического тока.Наибольшее осаждение происходит в местах наибольшей плотности тока, т.е. в точках соприкосновения пластин с шиной,следовательно, место касания обростает рыхлой массой свинца,обеспечивая надёжный контакт с отрицательной шиной.Поэтому отрицательный потенциал сначала поддается на шину контактирующую с положительными пластинами.В течении одного часа образуется надёжный контакт положительных пластин с шиной.После этого изменяется полярность подключения шин(переполюсовка или реверс источника питания) и отрицательных потенциал подается на шину,контактирующую с отрицательными пластинами. Образуется надёжный контакт отрицательных пластин с шиной и далее продолжается формирование пластин по заданной программе.В результате формирования пластин из сульфата свинца образуется:на положительном электроде-двуокись свинца,а на отрицательном-губчатый свинец.
Необходимо отметить,что во время формирования происходит постепенное растворение положительной шины,приводящее к её очищению от сульфата свинца и осадков.А на отрицательной шине происходит накопление осадков приводящие в дальнейшем к ухудшению контакта шины с устанавливаемыми на неё пластинами.После формирования положительные и отрицательные сдвоеные электроды выгружаются,раздельно из формировочных баков в заполненние чистой обессоленой водой транспортировочные баки и транспортируются на промывку и сушку.Во избежание увеличения пассивации электродов,продолжительность их хранения в воде следует сокращать до минимума.Высушеные сдвоенные электроды передаются для разделения на одинарные.После разделения,одинарные электроды передаются на сборку батарей.
5.Подготовить оборудование к работе.
6.Загрузить электродные пластины в формировочные баки.
7.Формирование электродных пластин.
1)Проверить соответствие текста программы для формирования программы.
2)Включить формировочную серию на заряд по заданной программе.
3)Контролировать во время проведения процесса формирования электродных пластин.
В случае если после выполнения программы формирования электроды имеют белый налёт,допускается продлить программу формирования током последней ступени мах на 2 часа.Если по каким-то причинам выгрузка электродов после окончания формирование производиться не будет,необходимо оставить ток заряда 10А.
8.Выгрузить сформированные электроды.
Программы формирования пластин в формировочных сериях.
№1
|
Наименнование параметра |
|
|
|
|
|
|
|
|
|
|
| ||||
|
К-во загруженных пластин в бак |
|
|
|
|
|
|
|
|
|
| |||||
|
положительных |
72 |
72 |
72 |
72 |
72 |
72 |
72 |
72 |
72 |
72 |
72 |
72 |
72 | ||
|
отрицательных |
78 |
78 |
78 |
78 |
78 |
78 |
78 |
78 |
78 |
78 |
78 |
78 |
78 | ||
|
К-во загруженных пластин в 1паз,шт |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- |
3+/3- | ||
|
Форм-е пластин при обр.пол-ти |
|
|
|
|
|
|
|
|
|
| |||||
|
ток,А |
|
|
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
|
время,часов |
1 |
|
|
|
|
|
|
|
|
|
|
|
| ||
|
Изменение полярности(переполюсовка) |
|
|
|
|
|
|
|
|
| ||||||
|
1ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
150 |
180 |
200 |
180 |
200 |
210 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
|
время,часов |
2 |
|
|
|
|
|
|
|
|
|
|
|
| ||
|
2ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
200 |
220 |
350 |
240 |
320 |
360 |
350 |
350 |
300 |
300 |
350 |
300 |
350 |
|
время,часов |
2 |
|
|
|
|
|
|
|
|
|
|
|
| ||
|
Пауза,час |
|
0.5 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
3ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
300 |
360 |
440 |
380 |
430 |
450 |
450 |
450 |
400 |
400 |
440 |
400 |
440 |
|
время,часов |
4 |
|
|
|
|
|
|
|
|
|
|
|
| ||
|
Пауза,час |
|
0.5 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
4ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
250 |
290 |
400 |
300 |
390 |
400 |
400 |
400 |
380 |
380 |
350 |
380 |
400 |
|
время,часов |
4 |
|
|
|
|
|
|
|
|
|
|
|
| ||
|
5ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
150 |
170 |
150 |
170 |
150 |
150 |
360 |
360 |
350 |
350 |
260 |
350 |
350 |
|
время,часов |
3 |
3 |
3 |
4 |
3 |
3 |
5 |
5 |
4,5 |
4,5 |
4 |
4,5 |
3 | ||
|
Общее количество заряда А*час |
3850 |
4490 |
5710 |
4800 |
5500 |
5790 |
7100 |
7100 |
6455 |
6455 |
6000 |
6455 |
5710 | ||
|
Длительность программы формирования |
19 |
19 |
19 |
20 |
19 |
19 |
21 |
21 |
20,5 |
20,5 |
20 |
20,5 |
19 | ||
|
часов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
№2
|
Наименнование параметра |
|
|
|
|
|
|
|
|
|
|
| ||||
|
К-во загруженных пластин в бак |
|
|
|
|
|
|
|
|
|
| |||||
|
положительных |
48 |
48 |
48 |
48 |
48 |
48 |
48 |
48 |
48 |
48 |
48 |
48 |
48 | ||
|
отрицательных |
52 |
52 |
52 |
52 |
52 |
52 |
52 |
52 |
52 |
52 |
52 |
52 |
52 | ||
|
К-во загруженных пластин в 1паз,шт |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- |
2+/2- | ||
|
Форм-е пластин при обр.пол-ти |
|
|
|
|
|
|
|
|
|
|
| ||||
|
ток,А |
|
|
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
200 |
|
время,часов |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
Изменение полярности(переполюсовка) |
|
|
|
|
|
|
|
|
| ||||||
|
1ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
150 |
150 |
180 |
150 |
160 |
180 |
180 |
180 |
180 |
160 |
200 |
180 |
180 |
|
время,часов |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
2ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
170 |
180 |
210 |
180 |
200 |
240 |
240 |
210 |
210 |
200 |
350 |
210 |
210 |
|
время,часов |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
Пауза,час |
|
|
0.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
200 |
210 |
340 |
220 |
280 |
380 |
380 |
340 |
340 |
250 |
450 |
340 |
340 |
|
время,часов |
|
4 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
Пауза,час |
|
|
0.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
4ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
180 |
180 |
280 |
200 |
220 |
300 |
300 |
280 |
280 |
230 |
400 |
280 |
280 |
|
время,часов |
|
6 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
5ступень формирования |
|
|
|
|
|
|
|
|
|
|
|
| |||
|
ток,А |
|
|
140 |
140 |
180 |
150 |
140 |
170 |
170 |
170 |
170 |
190 |
360 |
170 |
180 |
|
время,часов |
|
3 |
3 |
3 |
3 |
4 |
4 |
4 |
3 |
3 |
3 |
5 |
3 |
3 | |
|
Общее количество заряда А*час |
2940 |
3000 |
4360 |
3190 |
3720 |
4840 |
4840 |
4840 |
4330 |
3670 |
7100 |
4330 |
4360 | ||
|
Длительность программы формирования |
19 |
19 |
19 |
19 |
20 |
20 |
20 |
19 |
19 |
19 |
21 |
19 |
19 | ||