

Приклад перший до п. 2.1 [4]
Дано zmin= 0,3 мм, А2=60-0,2 мм, А3=80-0,4 мм. Визначити номінальний розмір і граничні відхилення розміру А1, якщо рівняння технологічного розмірного ланцюга має вигляд:
z = A1+А2-А3.
Вихідне рівняння:
![]() звідки:
звідки:
![]()
Приймаємо
допуск розміру А1
рівним ![]() .
Тоді номінальний розмір
.
Тоді номінальний розмір
![]() .
.
![]()
Визначити номінальний розмір і граничні відхилення припуску z.
Вихідне рівняння:
![]()
Тоді zmin= 0,3 мм, а zmax= 1,08 мм.
Приклад другий до п.2.1 [4]
Обробка втулки (рисунок 2.1, а) ведеться на токарному верстаті чорновим (рисунок 2.1, б), напівчистовим (рисунок 2.1, в) і чистовим (рисунок 2.1, г) обточуванням. Визначити граничні значення припусків на обробку поверхонь 1 і 2.

Рисунок 2.1 Втулка (а), схема її обробки (б-г) і технологічних розмірних ланцюгів (д, е)
Розв’язання.
Припуски на поверхнях 1 і 2 є замикаючими ланками відповідно розмірних ланцюгів А і Б (рисунок 2.1, д, е).
1. Визначаємо номінальний розмір припуску на поверхню 1:
![]()
2. Розраховуємо допуск на припуск:
![]()
3. Визначаємо граничні відхилення припуску:
![]()
![]()
Таким
чином, ![]() ,
тобто припуск може коливатися від 0,52
мм до 1,50 мм.
,
тобто припуск може коливатися від 0,52
мм до 1,50 мм.
Для визначення припуску на поверхню 2 необхідно розв’язати другий операційний розмірний ланцюг Б (рисунок 2.1, е)
1. Визначаємо номінальний розмір припуску:
![]()
2. Розраховуємо допуск на припуск:
![]()
3. Визначаємо граничні відхилення припуску:
![]()
![]()
Таким
чином, ![]() ,
тобто припуск може коливатися від 0,9 мм
до 1,86 мм.
,
тобто припуск може коливатися від 0,9 мм
до 1,86 мм.
Задачі до п.2.1
(визначення припусків)
Задача 2.1
Обробка пластини (рисунок 2.2) виконується в такій послідовності: фрезерування боків пластини (б, в); фрезерування паза (г), термічна обробка – загартовування, шліфування сторін і паза(д, е, є).
Виявивши технологічний розмірний ланцюг, визначити граничні розміри припуску на шліфування паза.
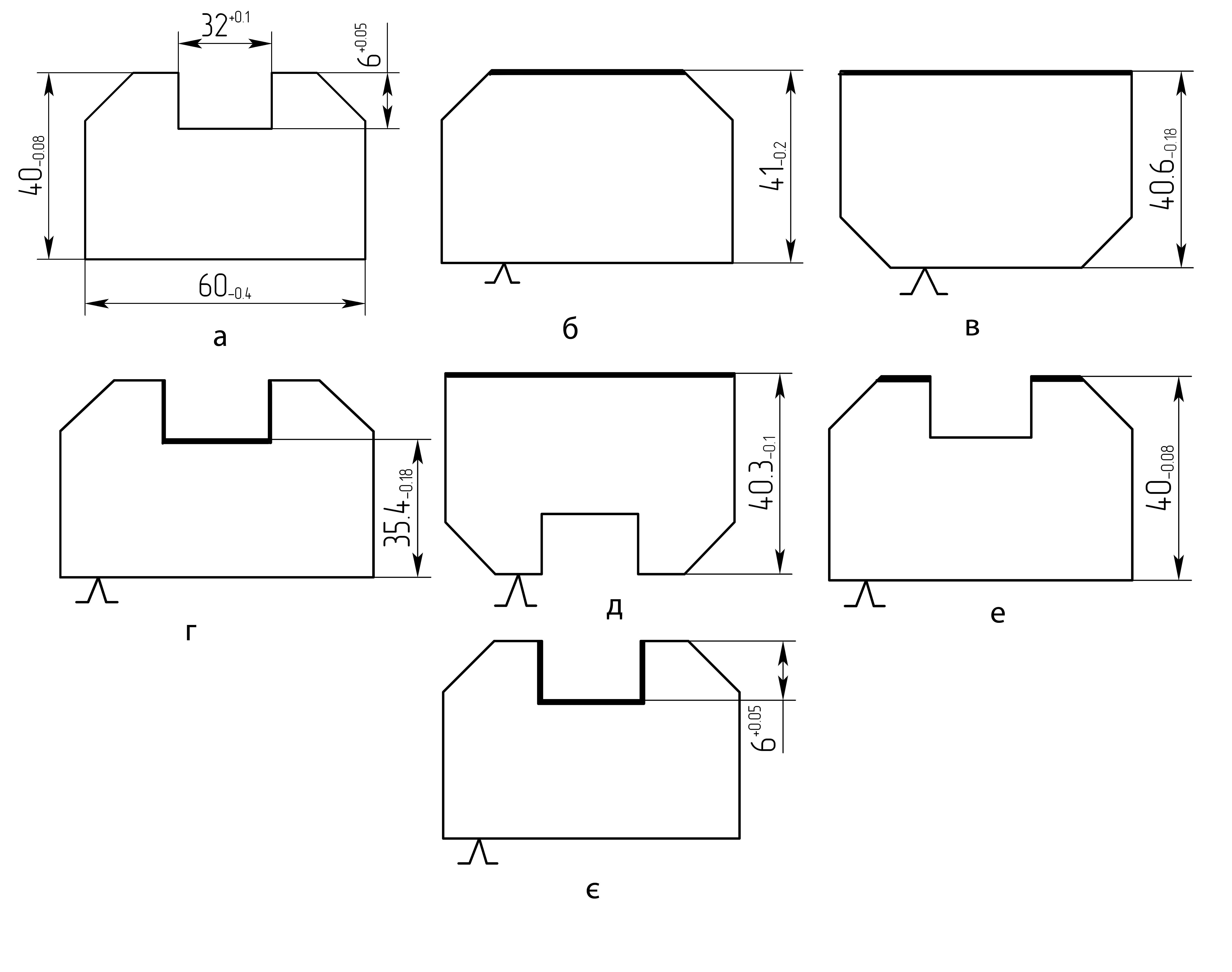
Рисунок 2.2 Пластина (а) і схема її обробки (б-е), до задачі 2.2
Задача 2.2
Брус (рисунок 2.3) обробляється так: фрезерування площин основи (б, в), фрезерування боків виступу (г, д), шліфування боків виступу (е, є).
Виявивши технологічний розмірний ланцюг, визначити граничні розміри припуску на шліфування на останній операції.

Рисунок 2.3 Брус (а) і схема його обробки (б-е) до задачі 2.2
Задача 2.3
Поверхні рами (рисунок 2.4) обробляються фрезеруванням у послідовності, показаній на рисунках 2.4, б – д. На основі виявленого технологічного розмірного ланцюга, визначити граничні розміри припуску на фрезерування поверхні А паза.

Рисунок 2.4 Рама (а) і схема її обробки (б - д) до задачі 2.3
2.2 Розрахунок технологічних розмірів і їх граничних відхилень
Якщо замикальною ланкою розмірного ланцюга є конструкторський розмір, то розрахунок такого розмірного ланцюга зводиться до визначення номінального розміру, допуску і граничних відхилень шуканого розміру складової ланки за відомими значеннями номінальних розмірів допусків і граничних відхилень замикальної і складових ланок розмірного ланцюга.
Задачі такого типу виникають при визначенні технологічних розмірів з метою забезпечення креслярського розміру, що безпосередньо не виконується при обробці.
Розрахунок необхідно проводити в суворій послідовності, порушення якої неминуче призведе до грубих помилок.
Алгоритм розрахунку
Для розробленого технологічного процесу виявляють технологічний розмірний ланцюг. При цьому треба пам’ятати, що при роботі на налагодженому верстаті безпосередньо витримується за кожною координатою розміри від технологічних баз до оброблюваної поверхні з точністю похибки методу обробки.
Складають схему технологічного розмірного ланцюга, виявляють відомі ланки (отримані на попередніх операціях).
Ставлять і чітко формулюють задачу, для розв’язання якої використовується розмірний ланцюг. Важливо врахувати, що кожний розмірний ланцюг дає розв’язок лише однієї задачі.
Виходячи з поставленої задачі, знаходять замикальну ланку технологічного розмірного ланцюга.
Звичайно замикальною ланкою технологічного розмірного ланцюга є креслярський розмір або поворот з регламентованим допуском, що безпосередньо не витримується при обробці, або операційний припуск на обробку, виходячи з мінімального значення якого слід встановити операційні розміри для всіх етапів обробки даних взаємозв’язаних поверхонь.
Складають рівняння розмірного ланцюга
![]() (2.10)
(2.10)
Виходячи з рівняння (2.10), визначають номінал Ат шуканого технологічного розміру.
Якщо шукана ланка є збільшувальною,
![]() (2.11)
(2.11)
Якщо шукана ланка є зменшувальною,
![]() (2.12)
(2.12)
Визначають допуск, з яким повинен бути витриманий шуканий технологічний розмір з умови забезпечення безпосередньо не витримуваного креслярського розміру (замикального в технологічному розмірному ланцюгу):
![]() (2.13)
(2.13)
Якщо допуск на певну складову ланку невідомий, його задають таким, що дорівнює похибці методу обробки, за допомогою якого він одержується. Поле допуску направляють у + для охоплюючих, у - – для охоплюваних поверхонь, симетрично – для інших розмірів.
Перевіряють відповідність знайденого допуску шуканого технологічного розміру економічній точності методу обробки, який використовують для одержання цього розміру. Тобто перевіряють можливість виконання технологічного розміру із знайденим допуском:
![]() (2.14)
(2.14)
Якщо умова(2.14) виконується – розв’язання задачі доводять до кінця.
Якщо
![]() ,
можливі такі шляхи:
,
можливі такі шляхи:
Зменшити допуски на інші складові ланки, застосувавши точніший метод обробки. Допуски зменшують з урахуванням розмірних інтервалів та економічної точності прийнятих методів обробки на операціях, де одержують відомі складові ланки.
Перебудувати технологічний процес із скороченням числа ланок ланцюга аж до виконання креслярського розміру безпосередньо.
Одночасно обробляти поверхні, наприклад, набором фрез, різцевим блоком, тощо.
При заданих розмірах програми випуску, наприклад, при одиничному і мало серійному виробництвах, відмовитись від роботи на налагодженому верстаті і працювати за промірами (методом індивідуального одержання розмірів).
Визначити верхнє і нижнє відхилення шуканого технологічного розміру, виходячи з рівнянь:
![]() (2.15)
(2.15)
![]() (2.16)
(2.16)
![]() (2.17)
(2.17)
Перевіряють правильність розв’язку. Повинні виконуватись дві умови:
![]() (2.18)
(2.18)
![]() (2.19)
(2.19)
Розрахунок розмірних ланцюгів відносних поворотів виконується за формулами для розрахунку лінійних розмірних ланцюгів. Тому що допуски у більшості випадків симетричні, немає необхідності в розрахунку верхнього і нижнього граничних відхилень.
Якщо ланки задані в лінійних відносних одиницях, то перед розрахунком необхідно допустимі відхилення для всіх ланок привести до однієї базової довжини. За таку звичайно приймається базова довжина шуканої ланки.
Потім відкидається знаменник і розрахунки ведуть тільки за відхиленням, вказаним у чисельнику, які розглядаються як граничні відхилення лінійних розмірів.
Знайдені значення граничних відхилень у лінійних одиницях переводять у відносні, вказуючи в чисельнику одержане граничне відхилення, а в знаменнику – базову довжину.