

Каталог НТП ОмГУПС 2015 г / часть 1 11 по 75
.pdf1. ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ДЛЯ ВОССТАНОВЛЕНИЯ И РЕМОНТА ДЕТАЛЕЙ
И УЗЛОВ ПОДВИЖНОГО СОСТАВА
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ДЕПОВСКОГО РЕМОНТА ЛОКОМОТИВОВ
Разработаны методика, система составления, типовой перечень технологической документации и типовые технологические карты, которые позволяют проектировать технологические процессы для производства технического обслуживания, текущих и среднего ремонтов локомотивов любых серий в условиях локомотивных депо.
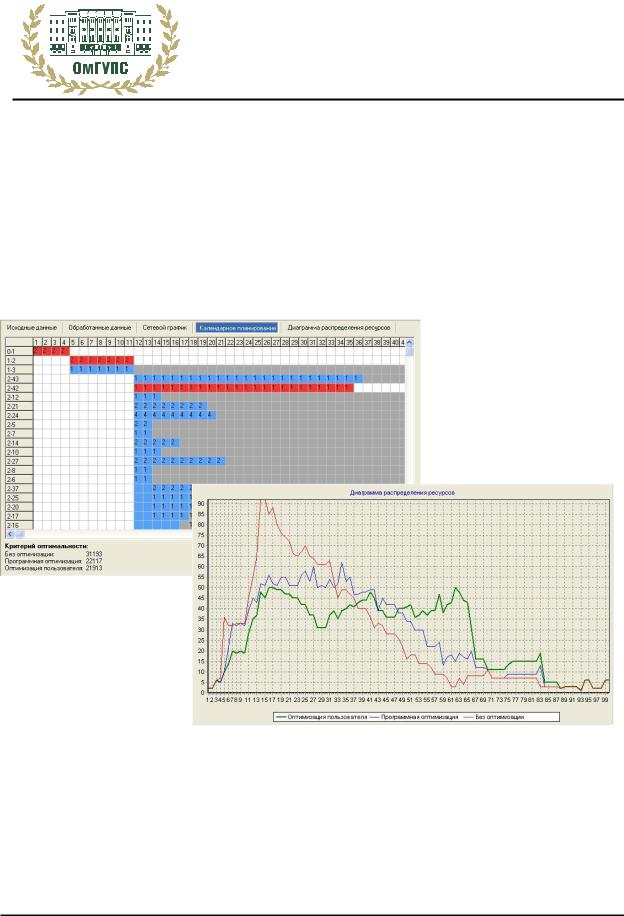
Комплексная подготовка ремонта локомотивов заключается в составлении сетевых графиков, что на сегодняшний день является по-прежнему актуальной задачей. Сетевые графики позволяют определить подход к технологической подготовке ремонта, систематизировать и распределять трудовые ресурсы
при выполнении работ на основе сетевого планирования, а также минимизировать объем технологической документации без ущерба для производства.
Разработанное программное обеспечение «Сетевое планирование» позволяет сконцентрировать внимание на решающих работах, лежащих на критическом пути и относящихся к ограниченному числу ответственных исполнителей, установить четкую взаимосвязь
между ответственными исполнителями отдельных работ. При этом в любой момент руководство депо располагает исчерпывающей информацией, облегчающей принятие обоснованных решений. Причины и место задержки легко устанавливаются. Практически реализуется
принцип непрерывности планирования хода работ и управления им.
11
В процессе технологической подготовки для каждого депо проектируются карты технологического процесса в соответствии с ГОСТ 3.1118-82, регламентирующие порядок выполнения технологических операций.
На основании разработанных технологических операций определяются технические условия на разработку нестандартного технологического оборудования.
При разработке учитываются требования заказчика по комплектности документации и степени детализации технологического процесса.
Использование результатов технологической подготовки производства позволяет:
-учесть результаты всех без исключения работ в их временной и технологической взаимозависимости;
-планировать текущие работы без «волевого» управления, что позволяет исключить
наличие основных и второстепенных работ в выполнении плана;
- перераспределить трудовые ресурсы на наиболее напряженных участках работ, т.е. на те работы, где наступает и предвидится отставание;
-при внедрении данных технологических процессов в депо инжене- ры-технологи могут использовать разработанную документацию как основу для написания единичных технологических процессов с учетом конкретной
специфики данного депо, действующих норм времени на выполнение технологических операций, имеющегося технологического оборудования.
-выявлять резервы времени для наиболее эффективного выполнения заданного плана. Разработанные технологические процессы внедрены в ПТОЛ Мариинск, в локомотив-
ных депо Боготол (СР электровозов ВЛ80р), Иланская (СР электровозов ЭП1) Красноярской, Зима (ТР-2, ТР-3, СР тепловозов ТЭ10, ТЭМ2), Вихоревка (ТР-1 электровозов 2ЭС5К) Восточно-Сибирской железных дорог – филиалов ОАО «РЖД». Кроме того разработаны типовые технологические процессы ТР-1, ТР-2, ТР-3, СР электровозов ЭП1, ВЛ10, ВЛ80, 2ЭС5К.
Научно-исследовательская часть
12

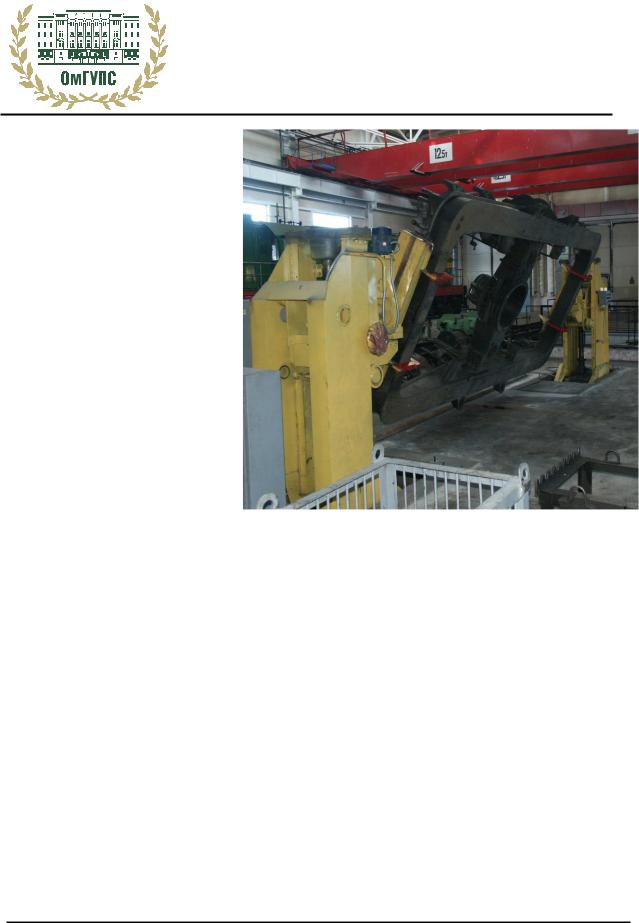
ТЕХНОЛОГИЧЕСКИЙ УЧАСТОК РЕМОНТА ТЕЛЕЖЕК ЛОКОМОТИВОВ
Назначение – механизация трудоемких операций при ремонте (разборке-сборке) тележек локомотивов в условиях депо.
Позиция состоит из передвижных тележек (по одной с каждой стороны тележки локомотива), передвижного портала, стационарных подъемников и стационарных гайковертов.
На передвижной монтажной тележке установлены гайковерт и гидроподъемник.
На передвижном портале имеется навесное оборудование для снятия (постановки): рессорно-пружинного комплекта, тормозной рычажной передачи, воздуховодов, тягового устройства.
Передвижной портал имеет свою гидростанцию.
По согласованию с заказчиком возможны поставки дополнительного оборудования для максимальной механизации разборки-сборки тележки локомотива.
Обслуживающий персонал – 3 чел.
Преимущества участка:  максимальная механи-
максимальная механи-
зация;
 передвижение портала вдоль позиции разборкисборки;
передвижение портала вдоль позиции разборкисборки;
 простота в эксплуатации и работе на позиции;
простота в эксплуатации и работе на позиции;
 уменьшение трудоемкости процессов разборкисборки тележки;
уменьшение трудоемкости процессов разборкисборки тележки;
 замена ручного труда;
замена ручного труда;
совмещает в себе оборудование для разборкисборки тележек локомотивов.
Внедрен в локомотивных депо Боготол, Иланская Красноярской, Карасук Западно-Сибирской, Зима ВосточноСибирской и Чита Забайкальской железных дорог – филиалов ОАО «РЖД».
Научно-исследовательская часть
13
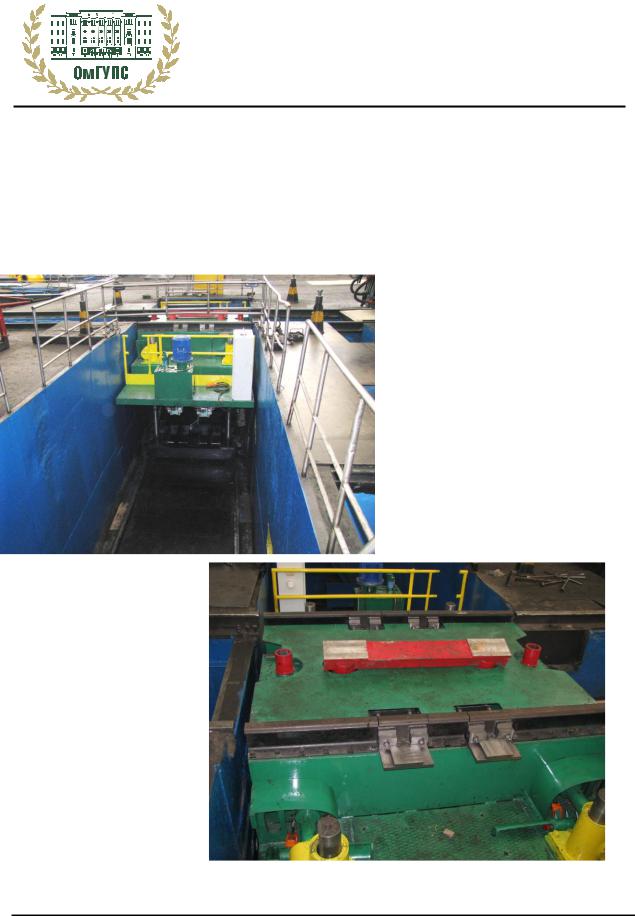
ТЕХНОЛОГИЧЕСКАЯ ПОЗИЦИЯ РЕМОНТА (КАНТОВАТЕЛЬ) РАМ ТЕЛЕЖЕК ЛОКОМОТИВОВ
Назначение – обеспечение технологических операций при ремонте и сборке рам тележек локомотивов и мотор-вагонных секций.
На позицию краном устанавливается рама тележки. Рама жестко закрепляется на установочных площадках с помощью специальных приспособлений, что предохраняет раму от падения во время вращения.
На позиции можно производить следующие работы: дефектоскопию, сварку, зачистку, сборку рамы тележки.
Оборудование позиции позволяет вращать раму на 360 вокруг собственной оси, останавливать в любом заданном положении, а также, для удобства работы, поднимать ее и опускать.
вокруг собственной оси, останавливать в любом заданном положении, а также, для удобства работы, поднимать ее и опускать.
Технические характеристики:
Наименование параметра |
|
Значение |
Напряжение питания, В |
|
380 |
Количество устанавливаемых рам, шт. |
|
1 |
Привод вращения |
|
Электродвигатель |
Мощность, кВт |
|
1 |
Скорость вращения, об./мин. |
|
1000 |
Вращение рамы на 360º за 2 мин., об. |
|
1 |
Габаритные размеры ДхШхВ, мм |
|
8000х2000х2500 |
Масса, кг |
|
1200 |
Преимущества: свободный доступ к раме; фиксация рамы |
в любом положении; про- |
|
стота в обращении и управлении.
Внедрена в локомотивных депо Раменское Московской; Боготол и Иланская Красноярской; Зима Восточно-Сибирской; Чита Забайкальской и Сибирцево Дальневосточной железных дорог – филиалов ОАО «РЖД».
Научно-исследовательская часть
14

ТЕХНОЛОГИЧЕСКИЙ УЧАСТОК ВЫКАТКИ, РАЗБОРКИ И СБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ ЛОКОМОТИВОВ
На технологическом участке обеспечиваются выкатка отдельных колесно-моторных блоков (КМБ) из-под локомотива, разборка и сборка КМБ, подкатка КМБ под локомотив.
Технологический участок состоит из следующих специализированных технологических позиций:
-технологическая позиция (скатоподъемник реечный) для выкатки и подкатки КМБ;
-технологическая позиция снятия кожухов тяговой зубчатой передачи (ТЗП);
-технологическая позиция разборки колесно-моторных блоков (КМБ);
-технологическая позиция сборки колесно-моторных блоков (КМБ).
На участке обеспечивается следующий хронометраж работ:
-время на выкатку КМБ составляет 0,90 часа;
-время на снятие кожухов ТЗП - 0,27 часа;
-время на разборку КМБ - 0,28 часа;
-время на сборку КМБ – 2,7 часа.
Уровень механизации работ составляет:
-на позиции выкатки КМБ – 90 %;
-на позиции снятия кожухов ТЗП – 70 %;
-на позиции разборки КМБ – 90 %;
-на позиции сборки КМБ – 85 %. Трудоемкость работ :
-при выкатке КМБ – 2,69 чел/часа;
-при снятии кожухов ТЗП – 0,27 чел/часа;
-при разборке КМБ – 0,28 чел/часа;
-при сборке КМБ – 2,7чел/ часа.
Технологическое оборудование участка выполнено по модульному принципу, что допускает наращивание мощностей в случае необходимости увеличения производительности участка.
Энергоснабжение участка осуществляется от трехфазной сети переменного тока напряжением 380 В с нулевым проводом, частотой 50 Гц.
Оборудование рекомендовано для использования при ремонте электровозов серий ВЛ10, ВЛ11, ВЛ15, ВЛ80, ВЛ85, 2ЭС4К и 2ЭС5К.
Внедрено в локомотивном ремонтном депо Московка Западно-Сибирской железной дороги – филиала ОАО «РЖД».
15

16

ТЕХНОЛОГИЧЕСКАЯ ПОЗИЦИЯ (СКАТОПОДЪЕМНИК) ДЛЯ ВЫКАТКИ И ПОДКАТКИ КМБ
Назначение: выкатка и подкатка колесно-моторных блоков (КМБ) локомотивов.
Технические характеристики:
Наименование параметра |
Значение |
|
Напряжение питания, В |
380 |
|
Потребляемая мощность, кВт |
25 |
|
Ход верхней платформы, мм |
1552 |
|
Ширина колеи нижней платформы, мм |
1455 |
|
Масса устанавливаемого КМБ, кг |
8500 |
|
Габаритные размеры ДхШхВ, мм |
4900х2252х2530 |
|
Масса, кг |
10000 |
|
Характеристики гидростанции: |
|
|
Наименование параметра |
Значение |
|
Номинальная подача, л/мин |
25,5 |
|
Номинальное давление на выходе, МПа |
16 |
|
Полезный объем бака, л |
85 |
|
Рабочая жидкость |
масло индустриальное И-20А |
|
ГОСТ 20799-88 |
||
|
||
Характеристики центральных стационарных гайковертов: |
||
Наименование параметра |
Значение |
|
Количество головок |
1 «плавающая» |
|
Момент отвинчивания (без учета кпд) Н∙м |
13524 |
|
Число оборотов на «срыв» гайки, об/мин |
3,8 |
|
Число оборотов через мультипликатор, об/мин |
19,1 |
|
Ход шлицевого вала, мм |
250 |
|
На технологической позиции для выкатки и подкатки КМБ выполняются: перемещение колесно-моторного блока; подъем-опускание КМБ; фиксация верхней платформы четырьмя гидроцилиндрами; подъем-опускание тяговых двигателей для разгрузки их подвески двумя гидроцилиндрами, работающими независимо; отвинчивание (завинчивание) гайки центральной подвески ТЭД (два стационарных гайковерта с плавающими головками); отвинчивание (завинчивание) поводковых болтов и надрессорных гаек (два боковых ручных гайковерта); запрессовка (выпрессовка) буксовых поводков (две гидравлические скобы).
Время на выкатку КМБ составляет 0,90 часа. Уровень механизации работ – 90 %. Трудоемкость работ при выкатке КМБ – 2,69чел/часа;
Преимуществами разработанной позиции являются:
-привод основного подъемного механизма повышенной надежности;
-применение реверсивных гайковертов с плавающей головкой для гаек центральной подвески ТЭД;
17
-дополнительные средства механизации по отвинчиванию-завинчиванию поводковых болтов и надрессорных гаек;
- механизированная выпрессовка и запрессовка буксовых поводков.
Оборудование внедрено в локомотивном ремонтном депо Московка ЗападноСибирской железной дороги – филиала ОАО «РЖД» и в локомотивном депо Кандагаш Казахской железной дороги (респ. Казахстан).
Научно-исследовательская часть
18

ТЕХНОЛОГИЧЕСКАЯ ПОЗИЦИЯ СНЯТИЯ КОЖУХОВ ТЯГОВОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ (ТЗП)
Назначение: снятие кожухов тяговой зубчатой передачи (ТЗП) колесно-моторного блока (КМБ) локомотива.
Технические характеристики:
Наименование параметра |
Значение |
Напряжение питания, В |
380 |
Пневмопитание, МПа |
0,63 |
Привод кантователей |
механический |
Пневмогайковерт: крутящий момент, Н∙М |
2000 |
давление номинальное, МПа |
0,63 |
Электроталь, грузоподъемность, кг |
250 |
Габаритные размеры ДхШхВ, мм |
3600х3000х3570 |
Масса, кг |
1540 |
На позиции выполняются следующие операции: отвинчивание крепящих и сочленяющих кожуховых болтов, выемка кос из букс моторно-осевых подшипников (МОП), слив смазки из букс МОП, снятие кожухов, слив смазки из нижних половин кожухов ТЗП.
Время снятия кожухов ТЗП составляет 0,27 часа.
Уровень механизации работ – 70 %. Трудоемкость работ при снятии кожухов ТЗП – 0,27 чел/часа.
Преимуществами технологической позиции снятия кожухов тяговой зубчатой передачи являются:
-механизация процессов снятия кожухов и слива смазки;
-использование пневмогайковерта с набором сменных насадок;
-применение консольного крана грузоподъемностью 250 кг;
-кантователи нижних половин кожухов;
-сменные емкости для сбора смазки.
Оборудование внедрено в локомотивном ремонтном депо Московка Западно-Сибирской железной дороги – филиала ОАО
«РЖД».
Научно-исследовательская часть
19
ТЕХНОЛОГИЧЕСКАЯ ПОЗИЦИЯ РАЗБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ (КМБ)
ЛОКОМОТИВОВ
Назначение: разборка колесно-моторных блоков (КМБ) локомотивов.
На позиции разборки КМБ выполняются следующие операции: отвинчивание болтов крепления букс моторно-осевых подшипников, съем колесной пары, снятие букс МОП, снятие вкладышей моторно-осевых подшипников, снятие малых шестерен.
Время на разборку КМБ – 0,28 часа. Уровень механизации – 90 %. Трудоемкость работ при разборке КМБ – 0,28 чел/часа.
Оборудование для разборки и снятия букс моторно-осевых подшипников и колесной пары, съема малых шестерен расположено стационарно, а перемещается колесномоторный блок, что позволило сократить площадь позиции и исключить операции по перемещению колесной пары.
Портальный модуль с гайковертом и съемниками букс моторно-осевых подшипников менее металлоемок и компактен.
Неподвижная рабочая площадка совмещена с накопителем на три колесные пары. Применена новая конструкция направляющих для гайковерта, что значительно облег-
чило его передвижение. Гайковерт проверенной и надежной |
конструкции с более мощ- |
||
ным приводом. |
|
|
|
|
Технические характеристики: |
|
|
|
|
|
|
Наименование параметра |
|
Значение |
|
Напряжение питания, В |
|
380 |
|
Частота вращения ключа гайковерта, об/мин |
|
26 |
|
Момент на головке ключа, Н м |
|
1430 |
|
Привод гайковерта |
|
электродвигатель |
|
|
частота вращения, об/мин |
|
1500 |
|
мощность, кВт |
|
5,5 |
Привод гидростанции |
|
электродвигатель |
|
|
частота вращения, об/мин |
|
1500 |
|
мощность, кВт |
|
7,5 |
Рабочая жидкость |
масло индустриальное И-20А |
||
|
ГОСТ 20799-88. |
||
|
|
|
|
Бак масляный – объем, л |
|
90 |
|
Привод движения технологической тележки |
|
Гидроцилиндр – ЦГ- |
|
|
110.56*1120.11 |
||
|
|
|
|
Ход технологической тележки, мм |
|
1120 |
|
Усилие на штоке главного цилиндра при съеме шестер- |
|
230 |
|
ни, т |
|
||
|
|
||
Ход штоков – домкратов фиксация КП, мм |
|
375 |
|
Габаритные размеры ДхШхВ, мм |
|
6000х3750х2300 |
|
Масса, кг |
|
2900 |
|
|
|
|
|
20