

3.5.2 Проверка баланса конструкции [14]
Исходный баланс:

где а= |11-41|, см
Дтс- длина спинки до талии с учетом выступа лопаток

Передне – задний баланс:

где ПЗДк – передне – задняя дуга конструкции, см
ПЗДф – передне – задняя дуга фигуры, см
ПЗДк
= =
45 + 46,8 =91,8см
=
45 + 46,8 =91,8см
ПЗДф = Дтп1 + Дтс1 = 44,4+45,1= 89,5 см

Боковой баланс:

где БДк – боковая дуга конструкции, см
БДф – боковая дуга фигуры, см
БДк
=
 см
см
БДф = Дп + 2*(Дтс – Впрз) = 32,9+2*(41,3-18,6)=78,3 см

Опорный баланс:

где Дтп1 – расстояние от точки основания шеи до линии талии спереди
Дтс- длина спинки до талии с учетом выступа лопаток


Вывод о сбалансированности конструкции: приоценки сбалансированности изделия были получены следующие результаты: ∆ОПрасч ›∆ОПфакт; ∆ИСХрасч =∆ИСХфакт;
∆1 = 1,1 см;
∆2 = 0,3 см.
Разница между ∆ОПрасч и ∆ОПфакт, составляет 0,3 см, что является допустимым, т. к. в расчетах допустимая величина отклонения посравнении составляет ± 0,5 см. В связи с этим ∆ОПфакт = 3,8 см можно оставить. Разница между ∆ИСХфакт и ∆1 составляет0,5 см, следовательно, этой разницей можно пренебречь.
При сравнении бокового и переднее – заднего балансов выяснилось, что ∆2 < ∆1, т. е. не удовлетворяет условию сбалансированности. В этом случае не хватает боковой дуги конструкции. Для избегания дефектов необходимо поднять плечевые точки на спинке на 0,5 см и на полочке на 0,8 см. В результате этого изменения поучим, что ∆1 = 1,1 см, а ∆2 = 1,1 см, что удовлетворяет условию сбалансированности.
В результате некоторых изменений получили:
∆ОПфакт = 3,5 см;
∆ИСХфакт = 1,6 см;
∆1 = 1,1 см;
∆2 = 1,1 см.
Таким образом, в результате изменений, которые были внесены в конструкцию, можно считать, что условия сбалансированности выполняются и изделие является сбалансированным (рисунок 9).
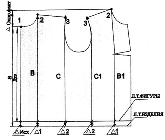
Рисунок 9 – Баланс плечевого изделия
3.5.3 Оценка сопряженности и накладываемости срезов
Сопряженность срезов деталей изделия оценивают по линиям горловины, проймы, рельефов, низа изделия, оката рукава и др. (рисунок 10)[14]. На участках стыка деталей эти линии должны быть гладкими, без заметного для глаза излома и являться продолжением друг друга. Сопряженность линий конструкции проверяется с помощью шаблонов из кальки.
Конфигурация срезов, по которым будут соединяться детали, должна быть близкая друг к другу: боковые срезы, срезы рельефов, локтевые и передние срезы рукавов.
Накладываемость срезов оценивают, совмещая две соединяемые детали по соответствующим срезам. Наиболее технологичны срезы, имеющие одинаковую длину и конфигурацию. При наложении таких деталей друг на друга по соединяющимся срезам они полностью совпадают (накладываются). Накладываемость срезов обеспечивает удобство их стачивания, снижает трудоемкость операций стачивания, улучшает качество выполнения швов[14].

Рисунок 10 – Проверка сопряженности срезов проймы и горловины
3.6 Разработка первичных шаблонов-лекал деталей модели
Для разработки первичных шаблонов-лекал с чертежа конструкции копируют контуры деталей, отмечая на них основные конструктивные линии: груди, талии, бёдер, линии вытачек, линии места расположения шлёвок. По контурным линиям отмечают места расположения контрольных знаков.
Представляются схематично шаблоны лекал в готовом виде, указываются нить основы на каждой детали, припуски к контурам деталей, необходимые при раскрое, так же указывается месторасположение прокладочного материала на основных деталях. Шаблоны лекал представлены в Приложении В.
Расстановка контрольных знаков по окату рукава и пройме изделия
В таблице 13 представлен расчёт посадки по окату рукава на каждом участке для расстановки контрольных знаков по окату и пройме.[14]
Таблица 13 – Расстановка контрольных знаков по окату рукава и пройме изделия
|
Участок проймы и его величина, см |
Доля посадки di |
Величина посадки на участке ПОР×di, см |
Участок оката и его величина, см |
|
I – = |
0,35 |
1 |
7 |
|
II – = |
0,35 |
1 |
8,5 |
|
III – = |
0,225 |
0,7 |
11 |
|
IV – = |
0,07 |
0,4 |
13 |
|
∑= |
1 |
|
|
На рисунке 11 представлена расстановка контрольных знаков пройме изделия (рисунок 11 а) и по окату рукава (рисунок 11 б).[14]
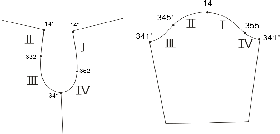
а) расстановка контрольных знаков по пройме изделия
б) расстановка контрольных знаков по окату рукава
Рисунок 11– Расстановка контрольных знаков