

7.3. Погрешность совмещения измерительной базы контролируемой детали с рабочими поверхностями установочного узла
Неточность совмещения вызывается деформацией стыковых поверхностей, шероховатостью стыковых поверхностей, односторонним отжатием деталей при установке и т.д. Указанные погрешности носят случайный характер.
Величина данной погрешности определяется в результате многократной повторной установки одной и той же детали на один и тот же установочный узел.
На стадии проектирования контрольных приспособлений можно принять следующие значения точности установки проверяемых деталей
∆ ус = ± (2,5+5) мкм для установочных узлов;
∆ ус = ±(3+7) мкм для установочно-зажимных узлов.
7.4. Погрешность передаточных устройств контрольных приспособлений
Систематические погрешности передаточных устройств ∆р, возникающие вследствие неточности изготовления рычагов и других деталей, определяется расчетным путем и проверяется экспериментально.
Случайные погрешности ∆n называются наличием зазоров между осями и отверстиями рычагов, неточностью их перемещения и другими случайными причинами. Предельное значение ∆n определяется экспериментальным путем. Рекомендуемые значения ∆n приведены в таблице 7.2.
Таблица 7.2
Рекомендуемые расчетные значения случайных погрешностей ∆n для рычажных передач
|
Передача |
Передаточное отношение |
Рекомендуемое значение ∆n, мкм |
|
С рычагом на оси |
1,2 |
±(3+5) |
|
Прямая в сочетании с рычажной (рычаг на оси) |
1 |
±(2+5) |
|
С рычагом в центрах |
1 |
±(3+4) |
|
С рычагом на плоских пружинах, имеющая дополнительную витую пружину |
1 |
±(2+3) |
|
С рычагом на плоских пружинах без дополнительной витой пружины |
1 |
±(2+3) |
|
Сложная рычажная |
4 |
±(4+6) |
7.4.1. Погрешности, вызываемые неточностью изготовления рычагов
Погрешность, вызываемая неточным изготовлением длин плеч рычагов (рис.7.1)
![]() ,
(7.4)
,
(7.4)
где l2 и l1 - наибольший и наименьший предельные размеры длин рычага;
a1 – величина перемещения рычага.
7 Рис. 7.1. Схема перемещения рычага при неточном изготовлении длины его плеч .4.2. Погрешность непропорциональности перемещений
Рис.
7.2. Схема непропорционального
перемещения плеча
рычага
и измерительного стержня индикатора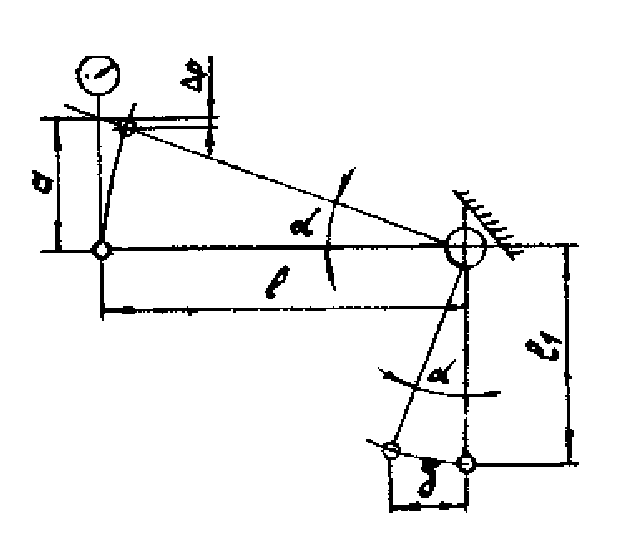
Данная погрешность (рис.7.2) вызывается тем, что стержень индикатора в контрольных приспособлениях движется поступательно, в то время как плечо рычага имеет угловое перемещение
![]() (7.5)
(7.5)
где l - длина плеча рычага;
![]() -
угол поворота рычага, рад.
-
угол поворота рычага, рад.
Угол определяется из условия
![]() , (7.6)
, (7.6)
где
![]() -
допуск на контролируемый параметр.
-
допуск на контролируемый параметр.