

5.3. Выдавливание внутренней резьбы.
Выдавливание внутренней резьбы бесстружечными метчиками (резьбовыдавливание) – это метод пластического деформирования металла, когда в отверстие заготовки 1, диаметр которого примерно равен среднему диаметру образуемой резьбы, ввинчивается специальный стержень – метчик 2 с профилем резьбовой поверхности, соответствующим профилю требуемой резьбы (рис. 5.9). Под действием крутящего момента Мкр вершины витков конической заборной части метчика внедряются в поверхность отверстия заготовки, образуя в ней впадины резьбы, а вытесняемый металл, перемещаясь в радиальном направлении (в зону между витками инструмента), постепенно увеличивает высоту резьбового профиля гайки.
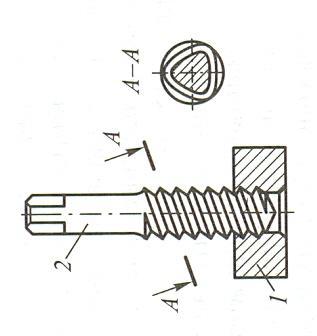
Рис. 5.9. Схема резбовыдавливания
Резьбовыдавливание представляет собой процесс, при котором происходит течение заключенного в резьбовой контур металла, изменяется форма и ориентация кристаллов обрабатываемого материала. После резьбовыдавливания исходный материал приобретает ориентированную структуру с явно выраженными волокнами, изогнутыми по направлению течения материала при заполнении им резьбового контура инструмента. Наиболее интенсивная пластическая деформация происходит в поверхностном слое. Более деформированными и вытянутыми оказываются зерна, прилегающие к зоне контакта инструмента с деталью, так как здесь скорость течения материала в направлении вершины резьбы больше, чем в центре профиля. В поверхностном слое материала под впадиной резьбы волокна сжаты настолько, что сливаются вдоль боковых сторон профиля, плавно огибая углы впадины. Зерна, прилегающие к этим волокнам, также ориентированы в направлении контура профиля. Ориентация уменьшается к центру основания витка и в нижних слоях переходит в первоначальную структуру материала.
Напряженное состояние материала заготовки, соответствующее при резьбовыдавливании всестороннему сжатию, позволяет осуществлять формоизменение со значительными степенями деформации.
Существенное влияние на протекание процесса резьбовыдавливания оказывает фактическая геометрия участков вершин контура поперечного сечения инструмента.
Рабочая часть бесстружечного метчика (весь резьбовой участок непосредственно участвует в формировании профиля резьбы) представляет собой винт с некруглым (многогранным) сечением, по периметру которого имеется резьба полного профиля (рис. 5.10).
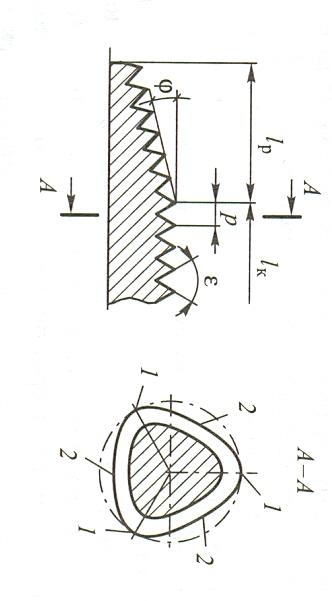
Рис.5.10. Конструктивные элементы бесстружечного метчика.
Бесстружечный метчик состоит из деформирующей (заборной) части lр, расположенной под углом φ и служащей для выдавливания резьбы; калибрующей lк, предназначенной для направления инструмента и калибрования выдавленного профиля, и хвостовой части, с помощью которой метчик закрепляют в патроне или в воротке. Бесстружечные метчики в отличие от режущих не имеют на рабочей части продольных канавок, образующих режущие кромки. Верхние точки 1 контура поперечного сечения (точки контура) максимально удалены от оси метчика, а нижние 2 – минимально. Полуразность диаметров окружностей, описанных вокруг них, представляет собой величину затылования К по наружному диаметру резьбы.
При практическом использовании бесстружечных метчиков необходимо учитывать факторы, обусловленные спецификой метода и влияющие на экономическую эффективность. В первую очередь это касается правильного выбора диаметра отверстия под резьбу, скорости резьбовыдавливания и СОЖ.
Одним из основных условий, обеспечивающих высокое качество и точность получаемых с помощью бесстружечных метчиков резьбовых отверстий, является правильный выбор номинального диаметра отверстия под резьбовыдавливание и допуска на его изготовление. Оптимальные для данного материала наибольший и наименьший диаметры исходного отверстия следует назначать с учетом обеспечения точности всех параметров резьбы.
Если диаметр исходного отверстия будет меньше минимально требуемого, то при выдавливании резьбы метчиком с открытым контуром внутренний диаметр гайки будет занижен, а крутящий момент резко возрастет. Например, уменьшение диаметра отверстия по сравнению с минимально требуемым на 0,06мм вызывает увеличение крутящего момента при выдавливании резьбы трехгранным метчиком М8 в алюминиевом сплаве Д20 почти в 1,5 раза.
При работе метчиком с закрытым контуром занижение диаметра отверстия приводит, как правило, к заклиниванию инструмента и его поломке, так как «излишкам» деформируемого металла не представляется свободного пространства в резьбовом контуре метчика. Если диаметр отверстия занижен чрезмерно, то может наблюдаться и поломка метчиков с открытым контуром.
Таким образом, диаметр отверстия и допуски на их изготовление необходимо устанавливать в соответствии с рекомендациями, приводимыми в справочной литературе.
Скорость резьбовыдавливания выбирают с учетом физико-механических свойств материала заготовки и инструмента, применяемой СОЖ и т.п.