

1.1 Классификация резцов.
Резцы наиболее распространенный вид металлорежущего инструмента. Они применяются на токарных, револьверных, расточных, карусельных, строгальных, долбежных станках, полуавтоматах, автоматах и на автоматических линиях. Резцы классифицируются по различным признакам.
По виду обработки
В зависимости от конфигурации обрабатываемой детали резцы подразделяются на проходные, подрезные, расточные, отрезные, прорезные (канавочные), резьбовые, для контурного точения и фасонные.
Проходные резцы подразделяются на прямые (рис.1.3, а) , отогнутые (рис.1.3, б) и упорные (рис.1.3, в). Прямые резцы применяются при продольной обточке, отогнутые могут быть также использованы для подрезки торца. Упорные резцы с главным углом в плане φ = 90º применяются для продольной обточки с одновременной обработкой торцевых поверхностей уступов, буртов и т.д.
Подрезные резцы (рис. 1.3, г) применяют для обработки поверхности заготовки в направлении, перпендикулярном к оси вращения; они применяются для подрезки открытых торцов. Для этой же цели может быть использован и проходной упорный резец (рис.1.3 в), для чего его необходимо развернуть на некоторый угол с целью образования вспомогательного угла в плане.
Расточные резцы (рис.1.3, д) применяются для обработки и расточки отверстий.
Отрезные резцы (рис.1.3,е) применяются для отрезки (разрезки) заготовок.
Прорезные (канавочные) резцы аналогичны отрезным резцам, но имеют меньшую длину лезвия и размеры их в плане соответствуют конфигурации, обрабатываемой ими канавки .
Резьбовые резцы (рис.1.3, ж) применяют для нарезания резьб, наружных или внутренних. Формы и размеры их лезвия определяются видом резьбы – метрическая, дюймовая, модульная и т.д.
Резцы для контурного точения (рис.1.3, з) и фасонные резцы (рис. 1.3, и) применяют для обработки фасонных поверхностей.
По направлению подачи
Резцы разделяются на правые и левые. Правыми называются такие резцы, у которых при наложении на них сверху ладони правой руки так, чтобы пальцы были направлены к вершине, главная режущая кромка оказывается расположенной на стороне большого пальца. На токарном станке эти резцы работают при подаче справа налево, т.е. в сторону передней бабки. Левые резцы как бы являются зеркальным отражением правых и работают при подаче, направленной в противоположную сторону. В производстве чаще всего применяются правые резцы.
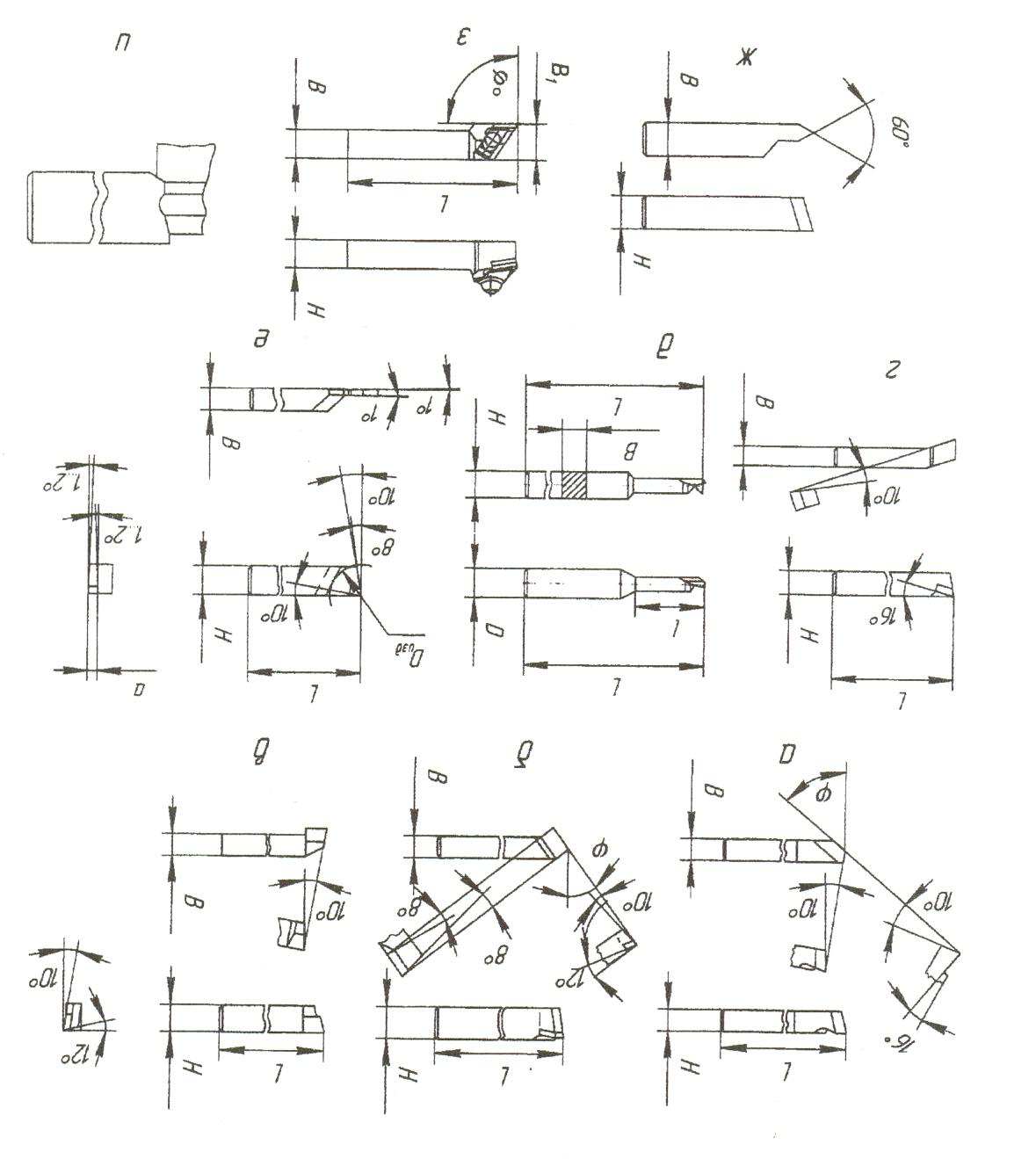
Рис. 1.3 Токарные резцы
По конструкции рабочей части
Резцы подразделяются на прямые, отогнутые, изогнутые и оттянутым лезвием. Прямые резцы имеют прямую ось . У отогнутых резцов лезвие в плане отогнуто в сторону. У изогнутых резцов ось изогнута в боковой проекции ; такая конструкция характерна для строгальных резцов. У резцов с оттянутым лезвием оно уже стержня и может быть смещено влево, вправо или расположено симметрично. Такая конструкция наиболее характерна для отрезных резцов. Смещение лезвия позволяет при обработке расположить режущую кромку ближе к патрону станка.
По виду оборудования
Резцы подразделяют на токарные (все описанные выше), строгальные, долбежные, резцы для полуавтоматов, автоматно– револьверные и расточные.
Строгальные резцы применяются главным образом для обработки плоскостей на строгальных станках. Проходные строгальные резцы применяются для строгания плоскостей по всей ширине без уступов. Узкий проходной резец применяется для подборки металла в углах уступов. Для этого он может быть повернут на некоторый угол вместе с резцедержателем. Лопаточный резец применяется для чистовой обработки плоскостей. Он обычно работает с большими подачами и малыми глубинами резания. Радиус вершины делается достаточно большим: 6…15мм. Подрезной резец применяется для обработки боковых поверхностей обрабатываемой детали, боковых поверхностей выступов и пазов. Строгальные резцы рекомендуется делать изогнутыми, так, чтобы вершина резца находилась на его оси или в плоскости его опорной поверхности. Это делается для того, чтобы уменьшить или совсем исключить врезание вершины резца в обработанную поверхность при его изгибе под действием сил резания.
Долбежные резцы работают подобно строгальным и применяются для обработки внутренних поверхностей.
По установке резца относительно обрабатываемой детали резцы подразделяют на радиальные и тангенциальные.
Радиальные резцы устанавливаются так, что стержень резца располагается в горизонтальной плоскости. При таком расположении стержень испытывает поперечный изгиб от касательной силы Рz.
Тангенциальные резцы устанавливаются по касательной к обрабатываемой детали, т.е. стержень резца занимает почти вертикальное положение (придается лишь наклон для образования заднего угла α). Касательная сила Рz направлена вертикально вниз, что приводит к сжатию резца. Тангенциальные резцы затачивают по передней поверхности. Для образования вспомогательного заднего угла α1 вершина резца располагается ниже оси детали.Тангенциальные резцы просты и удобны в заточке и установке. Они применяются главным образом на токарных полуавтоматах.
По характеру обработки резцы подразделяются на обдирочные (черновые), чистовые и для тонкого точения (из сверхтвердых материалов)
По сечению стержня резцы подразделяются на прямоугольные, квадратные и круглые. Размер сечения стержня резца определяется из условий прочности и жесткости и должен соответствовать размерам резцедержателя станка.
По роду инструментального материала резцы подразделяются на изготовленные из инструментальных (легированных, быстрорежущих) сталей или с пластинками твердого сплава и из сверхтвердых материалов (СТМ).
По способу изготовления резцы подразделяются на цельные и сборные. Цельными изготавливают в основном резцы из дешевых легированных инструментальных сталей – 9ЧС, ХВГ и др., иногда – дисковые фасонные резцы из быстрорежущих сталей. Разновидностью цельных резцов являются биметаллические резцы: к стержню из обычной конструкционной углеродистой стали приваривается пластинка из быстрорежущей стали (Р6М3, Р6М5, Р9К5 и др. или твердого сплава). Сборные резцы применяются главным образом для механического закрепления пластинок твердого сплава или вставок с припаянными к ним такими пластинками.