

9.7.2. Исследование погрешности установки точки "отсчета" настроечных координат.
-
Подготовить прибор к работе (см. п. 9.6). Выполнить работы по всем пунктам, кроме п. 8.7 (эталон не снимать).
-
Перемещая каретки, отвести визирное перекрестие от граней изображения эталона.
-
Перезакрепить в базировочном приспособлении блок с эталоном и сам эталон.
-
Перемещая каретки, подвести визирное перекрестие экрана к граням изображения эталона, как показано на рис. 9.3.
-
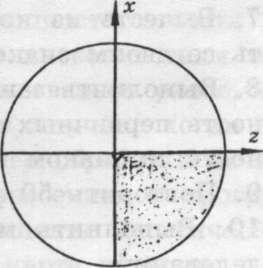
Рис. 9.3. Схема визирования контрольной оправки (эталона). Вид на экране прибора
Записать с УЦИ полученные значения координат эталона и вычесть из них аттестованные значения, а разность со знаком занести в протокол. Эта разность является единичной погрешностью установки точки отсчета настроечных координат. -
Работы по п. 2—5 повторить 50 раз. Получаем таким образом выборку распределения погрешности установки точки отсчета настроечных координат.
-
Выполнить математическую обработку результатов исследований.
-
Исследование погрешности отсчета координат. Выполняют как самостоятельную работу. Для исследований точности настройки резца на размер или определения погрешности измерения координат вершины резца это не нужно.
Осуществляют пятидесятикратным измерением координат вершины резца при произвольном положении точки отсчета. Для этого удобнее всего излагаемая ниже последовательность действий.
-
Подготовить прибор к работе (см. П. 9.6).
-
Установить и закрепить резцедержатель с произвольно установленным резцом.
-
Завизировать положение вершины резца, перемещая верхнюю и нижнюю каретки прибора.
-
Снять с УЦИ координаты X и Z положения вершины резца.
-
Отвести каретками визирную метку и по-новому завизировать вершину резца.
-
Снять новые координаты вершины резца.
-
Вычесть из координат п. 4 координаты п. 5 и разность со своим знаком занести в протокол.
-
Выполнить заново измерение вершины резца и взять разность первичных координат (п. 4) и новых. Занести эту разность со знаком в протокол.
-
Повторить 50 раз действия по п. 8.
-
Выполнить математическую обработку результатов исследований.
-
Исследование блока некоторых погрешностей для оценки точности настройки резца на размер.
-
Подготовить прибор к работе (см. П. 9.6).
-
Установить резцедержатель с резцом в базировочном приспособлении. Резцедержатель закрепить.
-
Измерить отклонения координат вершины резца от заданного:
-
Перемещая каретки, установить по УЦИ требуемые значения координат X и Z (по наладочной карте).
-
Подвести резец к перекрестию на экране по одной из картинок (рис. 9.2) и закрепить. После закрепления резец слегка сместится.
-
Измерить фактические координаты положения вершины резца, подведя каретками перекрестие экрана к резцу по одной из картинок (рис. 9.2), и сделать отсчет координат X и Z на панели УЦИ.
-
Вычесть из фактических координат требуемые по наладочной карте и разницу со знаками (+, -) занести в протокол.
-
-
Переустановить резцедержатель и резец и повторить действия по п. 3.
-
Все это выполнить 50 раз и получить выборку из 50 результатов измерения.
-
Выполнить математическую обработку результатов исследований.
9.7.5. Исследование блока некоторых погрешностей для оценки точности определения фактических координат инструмента. Для оценки точности определения фактических координат инструмента отдельно исследуем погрешность установки точки отсчета настроечных координат (см. п. 9.7.2), а остальные погрешности, указанные в п. 9.7.1 (погрешность установки резцедержателя, погрешности отсчета координат и др.), исследуем в блоке при их совместном влиянии на конечный результат. Как указывалось ранее, эти исследования представляют интерес в случае, когда настройку инструмента на заданный размер обработки не выполняют, а этот размер обеспечивают внесением в программу станка с ЧПУ поправки на отклонение фактических координат инструмента от заданных в карте наладки.
Исследование этого блока погрешностей выполняют в изложенной ниже последовательности.