

8 Расчеты высотных и осевых размеров профиля детали и резца
Высотные размеры профиля детали рассчитываются как замыкающие звенья размерной цепи. При базовой поверхности 3-4 и 7-8 они (рис.11) равны :

 .
.

Рисунок 11. Схема расчета высотных размеров профиля обрабатываемой детали
Схема расчета высотных размеров профиля призматического фасонного резца изображена на рисунке 12:

Рисунок 12. Схема расчета высотных размеров профиля призматического фасонного резца



Схема расчета высотных размеров профиля круглого резца дана на рисунке 13:




Рисунок 13. Схема расчета высотных размеров профиля круглого фасонного резца
При расчете высотных размеров профиля детали в каждом случае они определяются как замыкающие звенья размерной цепи.
Например:
 =19,9180,042-17,4580,042=2,4600,084.
=19,9180,042-17,4580,042=2,4600,084.
При
расчете высотных размеров профиля резца
вначале определяются по приведенным
выше формулам их номинальные значения,
а затем допуск на эти размеры принимается
равным 20% от допуска на соответствующие
размеры профиля детали. Например, допуск
на размер профиля детали
 = 0,084,
тогда допуск на соответствующий размер
профиля резца
= 0,084,
тогда допуск на соответствующий размер
профиля резца
 = 0,017.
= 0,017.
Порядок расчета осевых размеров профиля резца и допусков на них аналогичен порядку расчета высотных размеров; т.е. от заданной базы определяются осевые размеры профиля детали, и допуски на них на рисунке 12 изображены возможные схемы расчета осевых размеров, в зависимости от того, какая из поверхностей принята в качестве базовой.
При выполнении работы студент выбирает ту базу, которая по технологическим соображениям наиболее целесообразна. Номинальные значения осевых размеров профиля резца равны соответствующим номинальным размерам профиля детали, а допуск на них принимается равным 20% от допуска на соответствующие размеры профиля детали, пересчитанные от измерительных баз.
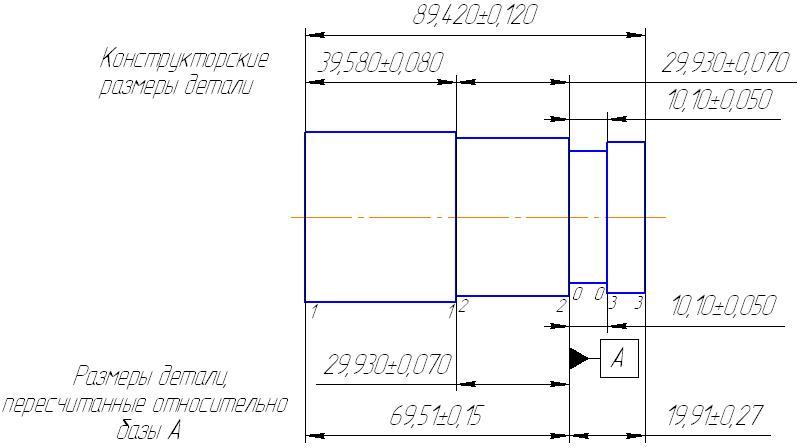
Рисунок 14. Схема расчета осевых размеров профиля детали и профиля фасонных резцов
9 Дополнительные кромки фасонных резцов
Кроме
режущей части резца, которая предназначается
для основной работы, т.е. для обеспечения
профиля обрабатываемой детали на длине
 (рисунок
15) у фасонных резцов выполняются
дополнительные режущие кромки, назначение
одной из них (
(рисунок
15) у фасонных резцов выполняются
дополнительные режущие кромки, назначение
одной из них ( )-
обрабатывать на конце детали фаску под
углом
)-
обрабатывать на конце детали фаску под
углом
 и этим обозначается кромка детали
и этим обозначается кромка детали  ,
по которой настраивается резец для
подрезки детали в размер. Кромка резца
,
по которой настраивается резец для
подрезки детали в размер. Кромка резца
 является упрочняющей и не предназначена
для резания.
является упрочняющей и не предназначена
для резания.
С
противоположной стороны резец имеет
дополнительную режущую часть на длине
 , назначение
ее состоит в том, что она, во-первых
образует на детали кромку
, назначение
ее состоит в том, что она, во-первых
образует на детали кромку
 , по которой настраивается резец для
отрезки детали в размер, а во-вторых,
производит надрезку прутка на глубину
, по которой настраивается резец для
отрезки детали в размер, а во-вторых,
производит надрезку прутка на глубину
 профиля детали и этим облегчает работу
отрезного резца на последующей операции.
Боковые кромки дополнительной режущей
части должны располагаться под углом
профиля детали и этим облегчает работу
отрезного резца на последующей операции.
Боковые кромки дополнительной режущей
части должны располагаться под углом
 величиной не менее 15,
а длина
величиной не менее 15,
а длина
 должна быть
несколько большей, чем ширина отрезного
резца.
должна быть
несколько большей, чем ширина отрезного
резца.
Обычно
 принимается равной
принимается равной
 ,
,
 ,
а
,
а
 больше
больше
 на
на
 .
В итоге общая ширина резца вычисляется
так
.
В итоге общая ширина резца вычисляется
так


Рис.15. Дополнительные кромки фасонных резцов.
Размеры дополнительных режущих кромок, принимаются конструктивно по 10-12 квалитету точности и в расчет профиля резца не включаются. При изготовлении фасонного резца они контролируются универсальными средствами, независимо от контроля основного профиля.