Ковка. Операции свободной ковки. Оборудование для ковки.
Ковка — это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры.Наиболее характерными являются: осадка, протяжка, гибка, прошивка, рубка, кузнечная сварка.
При осадке уменьшается высота заготовки и за счет этого увеличивается поперечное сечение. При этом возможна полная осадка всей заготовки и неполная, когда осаживается только одно место заготовки (например, головка болта). Неполная осадка обычно называется высадкой.
Протяжка предназначена для увеличения длины заготовки за счет уменьшения ее поперечного сечения, ина выполняется путем многократного обжатия заготовки от ее середины к краям ударами молота по подбойке или между бойками ковочного молота. При этом после каждогообжатия заготовка поворачивается вокруг своей оси на 90 и IW.
При протяжке механические свойства поковки повышаются в продольном направлении. Если требуется, чтобы поковка имела высокие качества во всех направлениях, то она сперва осаживается, а затем протягивается.
Гибка предназначена для придания заготовке изогнутой формы по заданному контуру. Приемы выполнения операции зависят от формы и размеров заготовки. Загибание малой поковки производится на роге наковальни. Полосовая заготовка небольшого сечения укладывается между верхним и нижним 2 бойками молота и загибается с помощью ударов кувалды, а заготовка большого сечения — в подкладном штампе 4 с помощью раскатки 3.
Для получения отверстия в поковке последнюю нагревают, укладывают над отверстием в наковальне и по установленному сверху пробойнику наносят удары. Операция называется прошивкой. Отверстие пробивается сначала с одной стороны заготовки; затем окончательно с другой. Большое отверстие в толстой заготовке получают в два приема: сначала его пробивают малым пробойником, затем расширяют большим.
Рубка служит для разделения заготовки яа части. Заготовка надрубается зубилом (топором) с одной стороны, затем поворачивается на 180° и отрубается.
Кузнечная сварка применяется для соединения металлических частей. Места сварки нагреваются до определенной температуры я затем свариваются частыми и несильными ударами кувалдой либо ковочными молотами или прессами. В зависимости от формы свариваемых частей различают сварку встык, в паз и внахлестку.
Оборудование: Универсальный кузнечно-гибочный блок.
Штамповка в открытых штампах. Преимущества и недостатки.
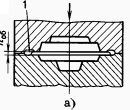
Штамповка в открытых штампах, характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор
вытекает часть металла
- облой, который закрывает выход из
полости штампа и заставляет остальной
металл целиком заполнить всю полость.
В конечный момент деформирования в
облой выжимаются излишки металла,
находящиеся в полости, что позволяет
не предъявлять высоких требований к
точности заготовок по массе. Облой затем
обрезается в специальных штампах.
Штамповкой в открытых штампах можно
получать поковки практически всех
типов.