

4 Настройка и управление станком
Зажав в патроне или в центрах обрабатываемую заготовку, надо установить требуемое число оборотов шпинделя в минуту изменением положения рукояток 1, 2 коробки скоростей и рукоятки 9 шпиндельной бабки (см. рис. 1).
Положение рукояток и соответствующие числа оборотов шпинделя в минуту указаны на таблице 1.
Различные подачи и шаги резьб настраиваются установкой соответствующих сменных шестерен на приклоне и изменением положения рукояток коробки подач (см. рис. 1 и 2).
При включении звена увеличения шага необходимо повернуть вправо рычаг реверса подачи для включения цепи подач.
Изменение направления подачи осуществляется рукояткой 8.
Формулы настройки станка для нарезания резьб:
а) на метрическую резьбу:
![]()
б) на дюймовую резьбу:
![]()
в) на модульную резьбу:
![]()
г) на питчевую резьбу:
![]() ,
,
где
![]() -
передаточное отношение сменных зубчатых
колес гитары;
-
передаточное отношение сменных зубчатых
колес гитары;
i – общее передаточное отношение от шпинделя до ходового винта;
![]() -
шаг ходового винта в мм;
-
шаг ходового винта в мм;
n – число ниток на 1˝;
m – модуль в мм;
k – число ходов нарезаемой резьбы;
p – нарезаемый шаг в питчах.
Таблица 2 – Механика станка
Положение рукояток |
Число оборотов шпинделя в минуту прямого и обратного вращения |
Наибольший допусти- мый крутящий момент на шпинделе, Нм |
Мощность на шпинделе, кВт |
К.П.Д. |
Наиболее слабое звено |
|||
Обозначение рукояток на рисунке 1 |
по приводу |
по наиболее слабому звену |
||||||
9 |
2 |
1 |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
I
|
В
|
|
11,2 |
750 |
З,6 |
0,88 |
0,80 |
Ременная передача
|
|
18 |
178 |
З,6 |
1,5 |
0,8 |
|||
|
28 |
786 |
3,6 |
2.3 |
0,8 |
|||
|
45 |
716 |
3,6 |
3,37
|
0,8 |
|||
Б
|
|
56 |
577 |
3,38 |
3,38 |
0,75 |
|
|
А
|
71 |
455 |
3,38 |
3,38 |
0,75 |
|
||

Продолжение таблицы 1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Б
|
|
90 |
359
|
3,38 |
3,38 |
0,75 |
|
А
|
112 |
289
|
3,38 |
3,38 |
0,75 |
|
||
Б
|
|
140 |
231 |
3,38 |
3,38 |
0,75 |
|
|
А
|
180 |
180 |
3,38 |
3,38 |
0,75 |
|
||
II
|
Б
|
|
224 |
144 |
3,38 |
3,38 |
0,75 |
|
А
|
280 |
116 |
3,38 |
3,38 |
0,75 |
|
||
В
|
355 |
93 |
3,6 |
3,6 |
0,8 |
|
||
Б
|
|
450 |
74
|
3,6 |
3,6 |
0,8 |
|
|
А
|
560 |
59 |
3,6 |
3,6 |
0,8 |
|



Окончание таблицы 1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Б
|
|
710 |
45 |
3,5 |
3,5 |
0,77 |
|
А
|
900 |
35
|
3,5 |
3,5 |
0,77 |
|
||
Б
|
|
1120 |
27
|
3,3 |
3,3 |
0,74 |
|
|
А
|
1400 |
22
|
3,3 |
3,3 |
0.74 |
|
||
Б
|
|
1800 |
16
|
3,1 |
3,1 |
0,7 |
|
|
А
|
2240 |
12
|
2,9 |
2,9 |
0,65 |
|
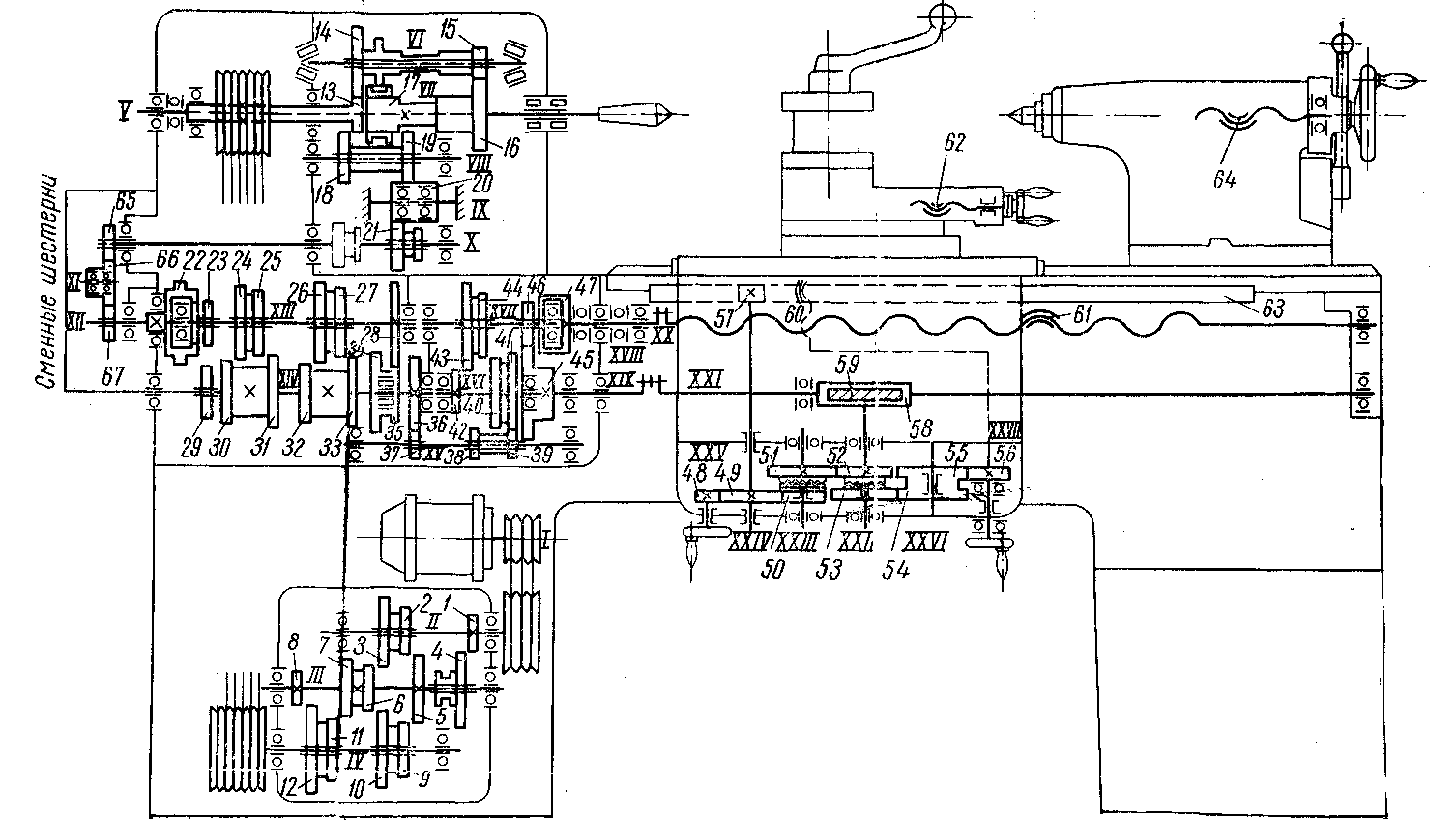
Рисунок 2 – Кинематическая схема станка 1А616