

7.3 Сверление отверстий
Перед сверлением отверстия на токарном станке заготовку устанавливают в патроне и прочно закрепляют; затем подрезают торец и производят зацентровку с помощью центровочного сверла, а при его отсутствии - коротким сверлом с углом при вершине 90°, что исключает участие перемычки в работе в момент врезания сверла и способствует более правильному его направлению по оси отверстия.
Включив вращение шпинделя, перемещают заднюю бабку так, чтобы сверло находилось от торца заготовки на расстоянии 5 – 10 мм. После этого вручную, поворотом маховичка задней бабки, плавно подводят сверло к торцу вращающейся заготовки. Быстро подводить сверло нельзя, так как возможен удар и поломка сверла. Подачу сверла после врезания выполнять плавно, без рывков. Если глубина сверления больше трех диаметров сверла, необходимо периодически выводить сверло из отверстия для его охлаждения и удаления стружки. Особую осторожность следует соблюдать при сверлении сквозных отверстий в момент выхода сверла из отверстия, так как может возникнуть неравномерная нагрузка на режущие кромки сверла и их выкрашивание.
В конце обработки сверло необходимо вывести из отверстия и только после этого остановить станок, в противном случае возможно заедание и поломка сверла.
7.4 Растачивание отверстий
Расточка резцами применяется для увеличения диаметра отверстия, полученного сверлением или зенкерованием, и придания отверстию правильной геометрической формы и снижения шероховатости. Метод сравнительно малопроизводителен, так как исключает работу с большой глубиной резания главным образом из-за недостаточной жесткости расточных резцов,
Вылет расточного резца должен быть больше длины растачиваемого отверстия. Вершину резца следует устанавливать на линии оси центров станка, а при чистовом растачивании - на 0,01 - 0,03 диаметра отверстия выше оси.
Расточный резец на требуемый размер устанавливают по лимбу винта поперечной подачи так же, как и при наружном точении, а для обработки глухих отверстий или отверстий ступенчатой формы – еще и по лимбу продольной подачи или с помощью специальных упоров.
7.5 Нарезание резьб
Наружную и внутреннюю резьбы нарезают на токарно-винторезном станке резьбовыми резцами, метчиками и плашками. При использовании резцов необходимо согласовать вращение шпинделя и продольное перемещение резца так, чтобы продольная подача суппорта за один оборот шпинделя была точно равна шагу нарезаемой резьбы. Коробка подач большинства современных токарно-винторезных станков позволяет настраивать цепи для получения заданного шага нарезаемой резьбы, а в таблице подач, имеющейся на станке, указывается положение рукояток, соответствующее любому шагу нарезаемых стандартных резьб.
Резьбовой резец устанавливают точно на высоте оси центров станка так, чтобы ось его профиля была перпендикулярна к оси детали. Правильность установки резца контролируют шаблоном (рис. 8): одна из режущих кромок резца должна подходить к боковой стороне выреза шаблона плотно, без просвета. После установки резец закрепляют. Настроив станок, включают вращение шпинделя и подводят резец до касания с поверхностью заготовки. Устанавливают лимб винта поперечной подачи в нулевое положение, отводят суппорт вправо и перемещают резец на глубину резания (до 0,1 мм). Включив маточную гайку, сообщают продольную подачу суппорту.
Рисунок 8 – Шаблон для контроля угла при вершине
и установки резьбового резца
Резьбу нарезают за несколько черновых и чистовых проходов, число которых зависит от шага нарезаемой резьбы: для наружной резьбы с шагом до 2 мм число черновых проходов 3 - 6, а чистовых 2 - 3, при шаге свыше 2 мм число черновых проходов 6 - 9, а чистовых 3 - 4; глубина резания при чистовых проходах составляет 0,05 мм. В конце каждого прохода резец выводят из канавки и обратным вращением шпинделя возвращают суппорт в исходное положение, не выключая маточную гайку.
Поперечное перемещение резца на глубину резания возможно несколькими способами:
- при шаге резьбы до 2 мм резец в начале каждого нового прохода перемещают в поперечном направлении на глубину резания и, кроме того, с помощью винта верхних салазок смещают в продольном направлении (рис. 9, а);
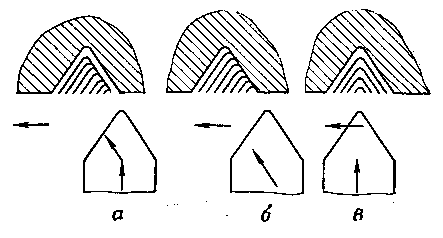
а — поперечно-продольное; б — под углом; в — поперечное
Рисунок 9 – Перемещение резца при нарезании резьбы
- если шаг резьбы больше 2 мм, резец перемещают на глубину резания с помощью верхних салазок, установленных под углом 30° (рис. 9, б), при этом в работе участвует только одна режущая кромка;
- при чистовых проходах, когда срезаются тонкие стружки и профилю резьбы придается окончательная форма, резец углубляют в канавку только поперечной подачей (рис. 9, в).