

1. Точность и шероховатость при различных методах получения заготовки (штамповки, поковки)
Вид заготовки |
Rz, мкм |
Квалитет точности |
Допуск, мм٭ |
Свободная ковка |
320 |
IT 14 |
1,5...1 |
Штамповка в подкладных штампах |
160 |
IT 13 |
1,5...3,5 |
Штамповка в закрепленных штампах |
40 |
IT 11 – IT 12 |
0,5...3,0 |
Штамповка в вертикально-ковочном прессе |
40 |
IT 11 – IT 12 |
0,4...2,0 |
Штамповка на горизонтально-ковочной машине |
40 |
IT 11 – IT 12 |
0,4...2,5 |
Горячая прокатка |
40 |
IT 11 – IT 12 |
0,5...2,5 |
Горячая калибровка |
10 |
IT 9 – IT 10 |
0,1...0,4 |
Холодная калибровка |
10 |
IT 9 – IT 10 |
0,003...0,3 |
Чеканка |
10 |
IT 9 – IT 10 |
0,05...0,1 |
Литье в сырые формы |
320 |
IT 14 |
1...10 |
Литье в сухие формы |
160 |
IT 13 |
1...2 |
Литье в оболочные формы |
10 |
IT 9 – IT 10 |
0,3...0,7 |
Литье по выплавляемым моделям |
10 |
IT 9 – IT 10 |
0,2...0,5 |
Литье в постоянные формы |
10 |
IT 9 - IT 10 |
0,1...0,5 |
*Нижний предел соответствует размеру меньше 6 мм, верхний – больше 360 мм.
7. Разработка технологического процесса
В качестве примера рассмотрим изготовление детали, представленной на рисунке 1. Деталь представляет собой «Валик ступенчатый» с технологической канавкой для обработки поверхности шлифованием.
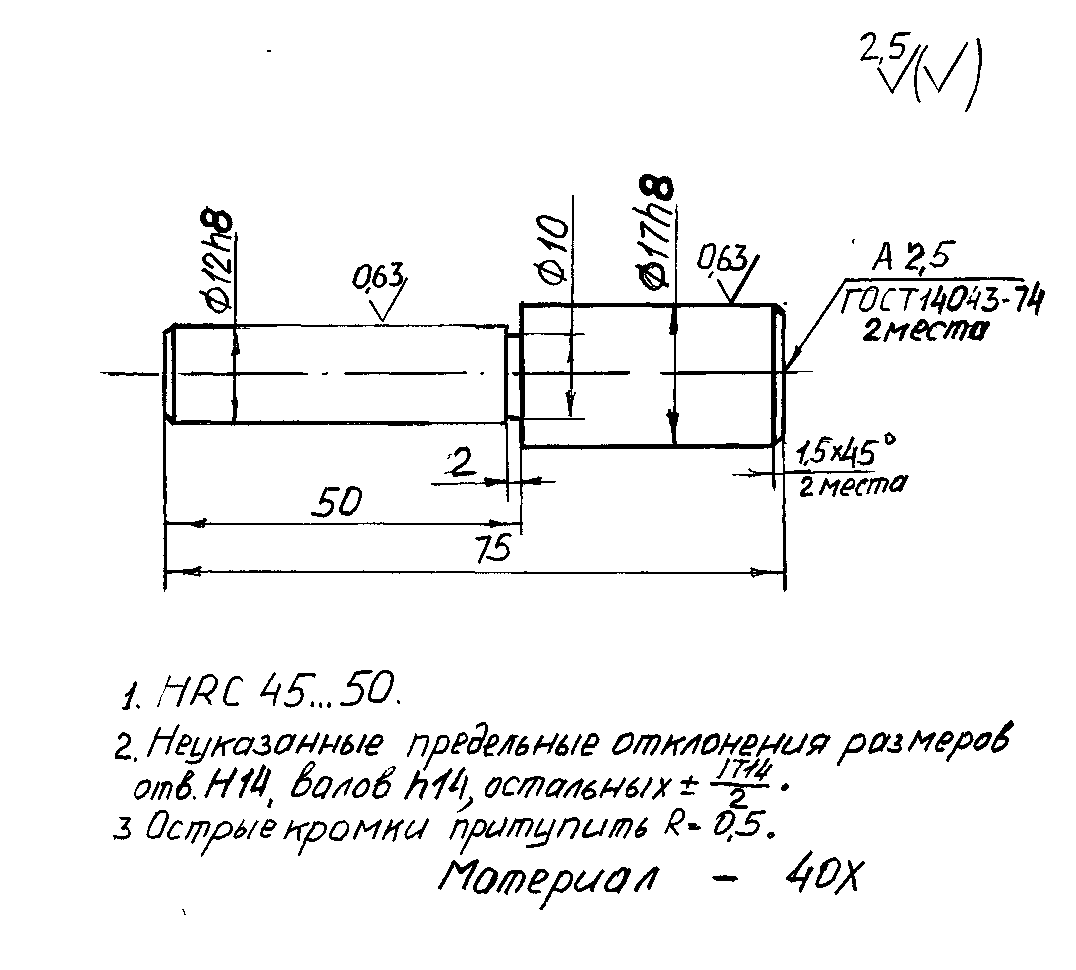
Рис. 1. Чертёж детали «Валик ступенчатый»
Рабочий чертеж детали должен иметь все необходимые данные для качественного изготовления детали.
Разработку технологического процесса начинают с разработки технологического чертежа детали и назначения маршрута (последовательности) изготовления – маршрутная технология.
Технологическая операция – законченная часть технологического процесса, выполненная на одном рабочем месте (один станок).
Технологический переход – это законченная часть операции, выполняемая на одном рабочем месте одним и тем же инструментом при постоянных режимах обработки на одной из поверхностей детали. В технологической операции может быть несколько технологических переходов.
Прием – часть перехода (действие рабочего), выполняемый одним инструментом без изменения режимов обработки (закрепление детали, ее переустановка, подвод инструмента и т.п.).
При разработке технологического процесса рекомендуется рассмотреть несколько вариантов выполнения операций по изготовлению детали, проанализировать их и выбрать наиболее оптимальный. В качестве одного из вариантов возможно использовать известный технологический процесс данной детали (базовый) или подобной детали.