

 Сводная
ведомость
Сводная
ведомость
Пояснительная записка |
КП1705000000ПЗ |
Карта дефертации |
КП1705000000КД |
План участка |
КП1705000000ПУ |
 Оглавление
Оглавление
Обзор литературы по теме……………………………………………………………1стр
Введение. Обоснование темы……………………………………………………….2стр
Разработка технологического процесса восстановления детали…3-5стр
Разработка операций по восстановлению деталей…………………….6-9стр
Расчетная часть…………………………………………………………………………….10-12стр
Охрана труда и техника безопасности………………………………………..13-14стр
 Обзор
литературы.
Обзор
литературы.
Ремонт автомобиля. Под.ред. С.И. Румянцева. М.Транспорта, 1988
Дёмин И.Е., Трегуб Г.П. Ремонт автомобилей. М.Транспорта, 1995
Матвеев В.А., Пустовалов И.И. Техническое нормирование ремонтных работ в сельском хозяйстве. М.Колос, 1979
Справочник технолога авторемонтного производства под. ред. Малышева А.Г. Транспорт 1977
Методические указания по ремонту автомобилей и двигателей Н.Новгород 1999
Суханов Б.И. Техническое обслуживание и ремонт автомобилей. Пособие по курсовому проектированию М.Транспорт 1985
 Введение.
Обоснование темы.
Введение.
Обоснование темы.
Ремонт - это комплекс операций по восстановлению исправного, или работоспособного состояния ресурса и обеспечения безопасности работы автомобиля и его составных частей.
Данная тема "Восстановление радиатора" достаточно актуальна на современном этапе. Радиатор является важным составным элементом системы охлаждения двигателя внутреннего сгорания. В процессе эксплуатации в результате коррозии и механических повреждений нарушается герметичность трубок сердцевины радиатора. Устранения такого дефекта ежегодно требуют до 10% парка машин в зависимости от их возраста.
Восстановление работоспособности машин, имеющих течь охлаждающей жидкости в радиаторе, в настоящее время осуществляется либо заменой всего радиатора, либо пайкой трубок в месте течи, либо заглушкой трубок, имеющих дефекты.
Основным недостатком ремонта радиатора с применением пайки является то, что его можно использовать только в том случае, если точно определено место течи и оно доступно для пайки. Заглушать трубки возможно только у разборных радиаторов. Устранение течи в трубках с помощью специальных препаратов, заливаемых в систему охлаждения, позволяет лишь временно восстановить работоспособность машин.
В связи с этим, разработка технологии ремонта радиатора является актуальной и современной задачей. Целью данного курсового проекта является разработка технологического процесса восстановления радиатора автомобиля ГАЗ – 3307, с применением наиболее прогрессивных форм и методов организации авторемонтного производства.
Основными задачами написания работы являются:
- дать характеристику радиатора, определить его назначение;
- изучить устройство радиатора охлаждения;
- определить основы обеспечения работоспособности системы охлаждения;
- ознакомиться с перечнем выполняемых работ в объеме технического обслуживания для радиаторов;
- организация диагностических и регулировочных работ;
- основные нормативы безопасности;
- рассмотреть методы и способы восстановления работоспособности радиаторов.
Общая методика исследований заключается в анализе конструктивных особенностей радиаторов, их возможных дефектов, в обосновании допустимой площади заделки радиатора для обеспечения рационального теплового режима работы двигателя, обосновании оптимальной концентрации компонентов формообразующего клеевого состава для заделки радиатора и технологических режимов его нанесения.
3.2. Разработка технологического процесса восстановления деталей.
Основные размеры производственной партии деталей.
В стадии проектировании технологических процессов величину (х) производственной партии деталей можно определить ориентировочно по следующей формуле:

где N-производственная программа изделий в год
n-число деталей в изделии
t-необходимый запас деталей в днях для обеспечения непрерывной сборки (5 дней для средних деталей хранение которых предусмотрено на многоярусных стеллажах.)
Фдн-число рабочих дней в году (249)
 =361,45
=361,45
Характеристика детали и условий её работы.
Класс детали - сборная.
Материал – алюминий, латунь, железо.
Без термической обработки.
Твердость: НRC 45
Нарушение целостности.
Характер износа: равномерный.
Характер нагрузок: постоянная при работе двигателя.
Характер деформации: изгиб.
Последовательность выбора способов устранения дефектов радиатора автомобиля ГАЗ-3307.
Дефекты:
Не герметичность поверхностей радиатора
Способы восстановления:
Пайка
Замена деталей
Вмятины, погнутость поверхностей бочков радиатора.
Способы восстановления:
Правка
Износ отверстий крепления
Способы восстановления:
Газовая сварка
По 1 дефекту мною выбран способ пайки, т.к. является более доступным и экономически выгодным.
 По
2 дефекту выбран способ правки т.к.
является единственным.
По
2 дефекту выбран способ правки т.к.
является единственным.
По 3 дефекту выбран способ газовой сварки, т.к. является единственным.
Дефект |
Способ устранения |
Номер операции |
Наименование и содержание операции |
Установочная база |
I схема |
||||
Не герметичность поверхностей радиатора |
Пайка |
1.
2.
3
4. |
Слесарная. Обнаружение и зачистка и подготовка к пайке Сварочная. Запайка трещины Шлифовальная Обработка сварочного шва Контрольная операция Проверка герметичности |
Плоскости радиатора |
II схема |
||||
Вмятины, погнутость поверхностей бочков радиатора |
Правка |
1.
2. |
Правка Придание правильной формы Контрольная операция Проверка герметичности |
Контр. матрица. Правильная плита. |
III схема |
||||
Износ отверстий крепления |
Газовая сварка |
1.
2.
3.
4. |
Сверлильная Рассверливание отверстий Сварочная Заварка отверстий Шлифовальная Обработка заваренной поверхности Сверлильная Просверливание отверстий по кондуктору |
Центрирование отверстия. Места крепления радиатора. Кондуктор. |
 Схема
технологического процесса.
Схема
технологического процесса.
 П
П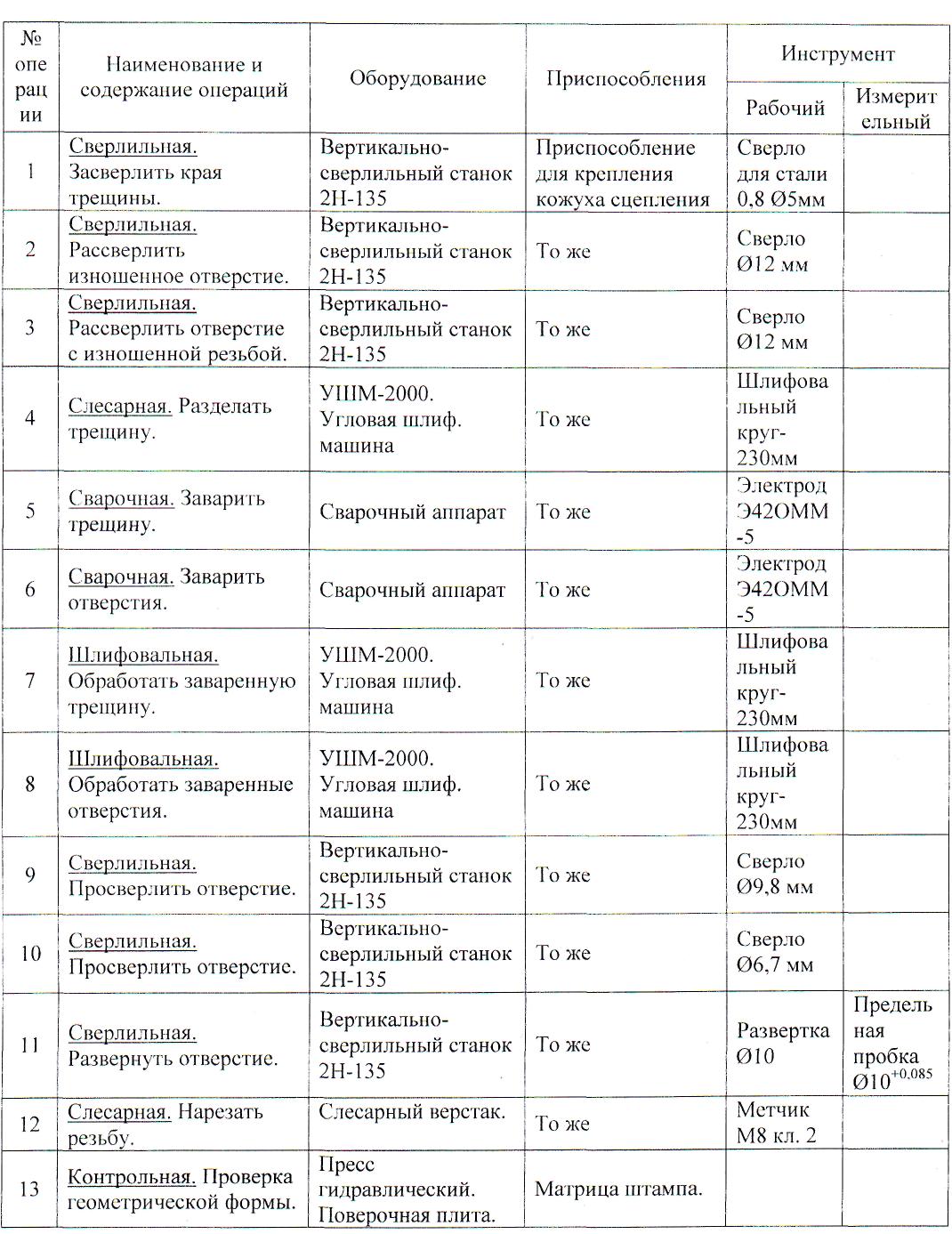 лан
технологических операций
лан
технологических операций
3.3. Разработка операций по восстановлению деталей.
1. Исходные данные для операции №3.
Деталь - кожух сцепления ЗиЛ-130
Резьбовое отверстие d=8, D=T2, на длине 5 мм.
Материал – C Ч 21.
Твердость-НRC 45.
Масса детали - не более 10 кг.
Оборудование - вертикально-сверлильный станок 2Н-13 5.
Режущий инструмент - сверло из быстрорежущей стали 012.
Число отверстий - 1.
Условия обработки - без охлаждения.
2. Содержание операции:
Установка.
Сверление.
Снятие.
Расчёт норм времени.
Основное время
То
Где G масса наплавленного металла (10г)
dn-коэффициент наплавки (8)
J-сила тока зависит от диаметра электрода (100А)
Выбираем электрод D=5мм т.к. наиболее удобен и соответствует завариваемым отверстием.
А-коэффициент, учитывающий длину шва (1.4)
m-коэффициент учитывающий положение шва в пространстве (1)
 мин.
мин.
 Вспомогательное
время.
Вспомогательное
время.
Тв=Тв1+Тв2+Тв3
Тв1-вспомогательное время связанное со сварным швом, это затраты на очистку кромок перед сваркой, на замену электродов, зачистку, время на возбуждение дуги, на осмотр (1.3 мин).
Тв2-вспомогательное время, затрачиваемое на свариваемое изделие, распределяется на установку, поворот, снятие изделия и подготовку изделия (5мин)
Тв3-вспомогательное время на перемещение сварщика и протягивание электродов (5мин)
Тв=1.3+5+5=11.3мин
Дополнительное время.
Тд=
n-процент дополнительного времени (=13%)
Тд= =0.09мин
=0.09мин
Штучное время
Тшт=То+Тв+Тд
Тшт=1.05+11.3+0.09=12.44 мин