

3. Разработка общей последовательности обработки:
1. Заготовительная операция
Первая операция механической обработки – заготовительная, по отрезке части прутка, соответствующего длине и припуску на обработку торцов детали.
2 Токарная операция
- Заготовка закрепляется в трехкулачковом самоцентрирующемся патроне токарно-винторезного станка. С помощью подрезного резца, закреплённого в резцедержателе, производится подрезание торца.
- Сверлом сверлят центровое отверстие диаметром 4 мм, на длину 8,9 мм от торца детали.
3 Токарная операция
- Заготовка закрепляется в трехкулачковом самоцентрирующемся патроне токарно-винторезного станка и поджимается центром. Одним резцом точится наружная поверхность под резьбу М30 до диаметра 29,88 мм, точится наружная поверхность под шлифовку до диаметра 32 мм на длину 47 мм, точится наружная поверхность под прямое рифление до диаметра 40 мм на длину 30 мм.
4 Токарная операция
- резьбонарезным резцом нарезают наружную резьбу диаметром 30 мм на длину 23 мм от торца детали.
5 Токарная операция
- Накатывают прямое рифление на поверхность Ø 40мм на длину 25 мм
6 Токарная операция
- Деталь закрепляется в 3хкулачковом патроне за диаметр 32 мм на длину 60 мм, подрезают второй торец (2), точится наружную поверхность Ø 45 мм под резьбу М20
7 Токарная операция
- Нарезается резьба м20 на наружную поверхность
8 Токарная операция
- закрепляем деталь обработанной стороной в патроне за 40 мм (4мм от торца (2)), либо с помощью разжимной втулки для того чтобы не повредить рифление и поджимаем центром. Шлифуем наружную поверхность Ø32 мм
9 Токарная операция
- Накатывают сетчатое рифление шаг 2 на наружную поверхность Ø 32 мм
2. Разработка плана механической обработки всех поверхностей:
№ перехода |
Название
|
Сущность
|
Применяемое оборудование, инструмент |
Эскиз выполняемой операции |
|||
5 |
Отрезная (заготовительная операция) |
Из прутка проката круглого сечения нарезать штучные заготовки на длину 127 мм, соответствующую длине и припускам на обработку торцов детали.
|
Станок ленточнопильный |
|
|||
Ленточнопильный станок Ленточнопильный станок может использовать различные виды ленточных пил - в зависимости от разрезаемого материала. Лентопильный инструмент используется для пиления различных материалов с высокой скоростью и минимальной отходностью производства. Ленточно-пильный инструмент - оптимальное соотношение цены и качества. Ленточнопильный станок обладает высокими эксплуатационными характеристиками:
Лентопильный инструмент имеет повышенную точность установки пил над заготовками, что позволяет с максимальной точностью производить ленточнопильный распил материалов. Высокая точность установки пил позволяет производить не только ленточно-пильный распил материалов, но и выполнять надрезы с точной глубинностью используя один и тот же ленточно-пильный станок. Лентопильный станок может использовать различные типы пил:
Лентопильные станки не дороги в обслуживании, просты в эксплуатации и просто незаменимы в производстве. |
|||||||
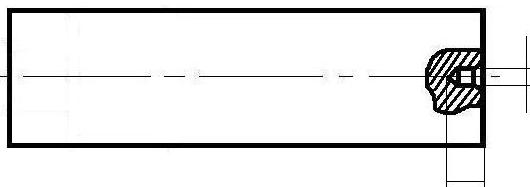
10
|
Токарная |
Заготовка закрепляется в 3хкулачковом самоцентрирующемся патроне токарно-винторезного станка. Подрезается торец (1) заготовки Ø45 мм за 1 проход.
Сверлить центровое отверстие (2) в торце (1) по ГОСТ 14034-74 на длину 8,9 мм.
|
Станок токарно-винторезный, резец проходной отогнутый SNMG 09 03 08-PM ар = 0,5-4,5 мм fn = 0,15–0,5мм/об vc = 415 м/мин , сверло центровое
2 черновых** 1 чистовой
1 черновой 2 чистовых
1 получистовой 1 чистовой
|
|
|||
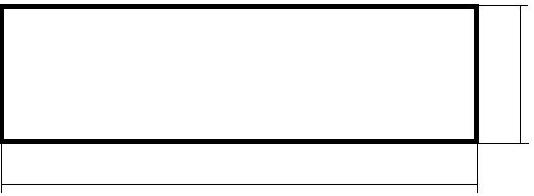
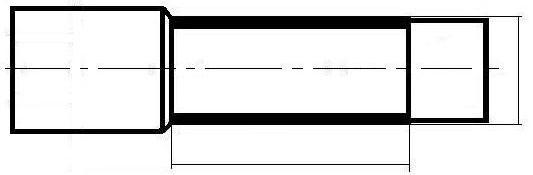
15 |
Токарная |
Заготовка закрепляется в 3хкулачковом патроне и зажимается в центре. Точить наружную поверхность (9) Ø 45 мм под резьбу М30 до диаметра 29,88 мм (по ГОСТ 19258-73) на длину 23 мм;
Точить наружную поверхность Ø 45 мм до диаметра 32 мм на длину 47мм;
Точить наружную поверхность Ø 45 мм до диаметра 40 мм на длину 30 мм. |
|||||
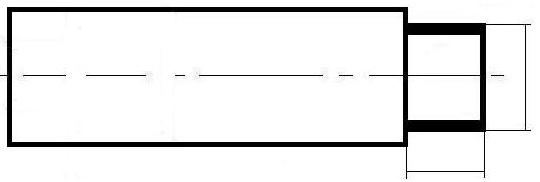
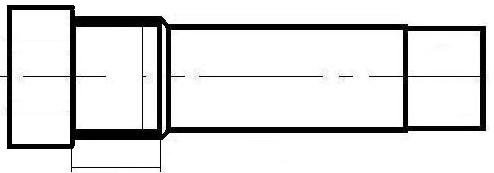
25 |
Токарная |
Нарезать резьбу М30 на наружную поверхность Ø 29,88 мм по ГОСТ 24705-81
|
Станок токарно-винторезный, Резец резьбонарезной +держатель M 30-33
|
|
|||
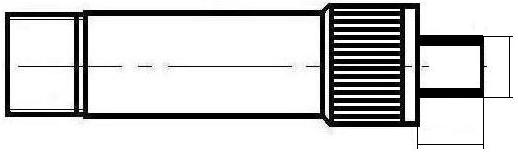
30 |
Токарная |
Накатать прямое рифление 2 на наружную поверхность Ø 40мм на длину 25 мм по ГОСТ 21474-75
|
Станок токарно-винторезный, однороликовая державка прямого рифления |
|
|||
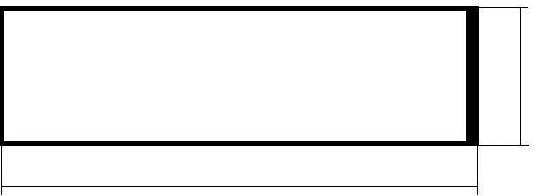
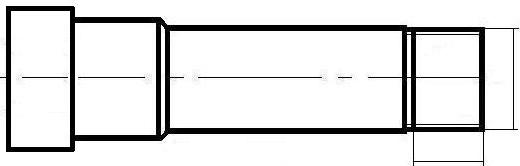
35 |
Токарная |
Деталь закрепляется в 3хкулачковом патроне за диаметр 32 мм на длину 70 мм от торца (1). Подрезать второй торец Ø45 мм за 1 проход;
Точить наружную поверхность Ø 45 мм под резьбу М20 до диаметра 19,88 мм (по ГОСТ 19258-73) на длину 17 мм;
|
Станок токарно-винторезный, резец проходной прямой CNMG 12 04 08-WM ар = 0,5-5 мм fn = 0,15–0,6мм/об vc = 460 м/мин
2 черновых 1 получистовой 1 чистовой
|
|
|||
40 |
Токарная |
Нарезать резьбу М20 на наружную поверхность Ø 19,88 мм по ГОСТ 24705-81
|
Станок токарно-винторезный, плашка М 20 х 1,5 ГОСТ 9740-71 9ХС |
|
|||
45 |
Токарная |
Закрепить деталь в патроне за 40 мм (4мм от торца (2)) и поджать центром. Для крепления детали в патроне достаточно 3-4 мм, но, если по каким-то причинам это будет невозможно, закрепить с помощью разжимной втулки для того чтобы не повредить обработанную поверхность. Шлифуем наружную поверхность Ø32мм по ГОСТ 13344-79 |
Станок токарно-винторезный, лента шлифовальная
|
|
|||
40 |
Токарная |
Накатать сетчатое рифление шаг 2 на наружную поверхность Ø 32 мм на длину 6 мм по ГОСТ 21474-75 3 штуки
|
Станок токарно-винторезный, однороликовая державка сетчатого рифления
|
|
|||





После завершения механической обработки изделия, оно подвергается контролю с целью оценки качества обработанных поверхностей, соответствия требуемым размерам и формы.
Если изделие прошло 1ую контрольную операцию успешно, следующим этапом обработки изделия будет нанесение покрытий. Он выделяется в отдельный технологический процесс, который в данной курсовой работе имеет лишь поверхностное (второстепенное) назначение. Вкратце данный процесс выглядит следующим образом:
мойка (в горячей и холодной воде), сушка, обезжиривание химическое, мойка (в горячей и холодной воде), сушка, меднение (нанесение гальванопокрытия с целью придания изделию розоватого оттенка), пассивация,
мойка (в горячей и холодной воде), сушка.
С целью большей защиты готового изделия при эксплуатации, возможно нанесение дополнительных ЛКМ.
После произведенных операций изделие вновь подвергается контролю (2ая контрольная операция). Если дефектов и недостатков поверхности и покрытия не выявлено, изделие готово к дальнейшей эксплуатации.
Механическая обработка данной детали может быть произведена в различной последовательности, в зависимости от серийности выпуска, возможностей производства, знаний и умений рабочего, грамотности инженеров и технологов. Данный план механической обработки детали «стойка» не является эталонным и может быть изменен как в вопросе последовательности обработки, так и по применяемым инструментам и оснастке.
*На эскизе выполняемой операции не указаны мелкие конструктивные элементы
**Квалифицированный рабочий может сам определить необходимое количество проходов и назначить оптимальную глубину резания на каждом из них.