

21. Адаптивные система предельного управления для станка с нежесткими центрами
вариант 1
Податливость



 – высота
центров станка
– высота
центров станка
 – коэффициент
– коэффициент

Определяем






вариант 2
dп –диаметр передней бабки
dз – диаметр задней бабки
Постоянство подачи.

Постоянство податливости.

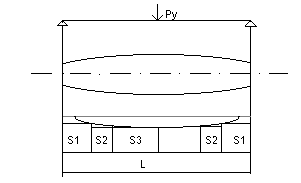
Установим заготовку или балку лежащую на опорах.

Определим чему будет равно у1.


 ;
;

R- сумма моментов
j – жесткость








Решим это уравнение относительно подачи s (регулирующий параметр).
Выводы:
1. Управляя величиной подачи или функцией податливости можно при любой величине жесткости опор обеспечить постоянство податливости заготовки, по ее длине, то есть обеспечить точность формы и размера.
2. Для комплексного учета податливости системы СПИД (уоп+уд), необходимо назначить подачу с учетом обоих факторов.
Определение значений подач в районе опор:
При x=L (на задней бабке)

При х=0 (передняя бабка)
Вывод: Подача в районе передней опоры всегда больше подачи в районе задней опоры.
22.Адаптивная система управления станком для поддержания постоянства интенсивности износа инструмента
Проблема обеспечения заданной скорости инструмента актуальна в трех случаях:
1.При обработке поверхностей значительной протяженности.
2. Обработка деталей из жаропрочных сплавов ХН70ВМТЮ v=20м/мин.
3. Обработка деталей типа диск, торцевое точение (переменный диаметр – переменная скорость).
 -
стойкость, зависит от многих факторов.
-
стойкость, зависит от многих факторов.
Для учета вариации свойств заготовки, можно использовать понятие постоянства температуры резания.
Температура резания (ЭДС) является чрезвычайно чувствительным фактором, зависящим от условий резания.
Колебания механических свойств инструмента отражается на величине ЭДС.
То есть ЭДС – функция от износа инструмента.
Можно выразить так:


Из анализа показателей степеней при режимах резания, очевидно, что наибольшее влияние на температуру оказывает скорость резания v. САДУ регулирующее температуру в зоне резания целесообразно строить на базе регулирования скорости резания. Входным регулирующим параметром является скорость резания, выходным – ЭДС.
Считается доказанным, что для каждой пары «обрабатываемый - инструментальный» материал (например: Сталь 40Х – Т15К6, 12Х18Н10Т – ВК8) существует своя, так называемая, температура резания, то есть температура, при которой интенсивность износа инструмента минимальна.

L – путь резания до износа.
Θ оптимальное – это и есть принцип постоянства температур.

Е>Eопт?
РПС – режим постоянства скорости
РПТ – режим постоянства температуры (повышение стойкости в 3 раза)
РПТ
– повышает путь резания примерно на
40- 50 %, удлиняя ресурс инструмента, при
этом снижая затраты на обработку
 .
.
23. Адаптивная система предельного управления станком для нежестких деталей
Под нежесткой деталью понимают валик постоянного сечения
(l/d




(Для поддержания постоянной точности сила должна быть переменной. Постоянство силы для этого использовать нельзя, т.к. возмущающим фактором является переменная жесткость, имеющая закономерность.
Можно изменить подачу программно, но это не решает проблемы случайного изменения сил. Поэтому целесообразно иметь замкнутую систему отслеживающую контролируемый параметр (контролирует параметр по всей длине заготовки).
Для активного контроля необходимы соответствующие технические средства, отвечающие достаточно высоким требованиям: точность, надежность, простота, невмешательство.)
Вихретоковый метод
Величина выходного сигнала прямо пропорциональна расстоянию между катушкой и металлом.