

1.4).Питающие устройства.
В зоне питания шляпочной ЧM слой хлопка должен быть равномерным по толщине. Вытяжка в зоне питания 1,02 - 1,03. Для правильного протекания технологического процесса существенное значение имеет профиль столика 1, установка его по отношению к питающему цилиндру 2 и к приемному барабану 3 (рис. 1.5). По мере продвижения холста к выходу усилие зажима должно постепенно увеличиваться, поэтому кривая профиля столика на этом участке должна быть эксцентрична по отношению к окружности цилиндра. Длина рабочей грани столика - от линии зажима до точки вхождения зубьев гарнитуры барабана в бороздку холста, исходя из условий минимальной протяженности бородки, предупреждающей разрыв волокон, должна быть приблизительно равна модальной длине хлопка.
Для питания валичной ЧM применяют самовес, который должен равномерно по времени питать машину волокнистым материалом из бункера. Уровень смеси в бункере контролируется фотоэлементом. Волокнистая масса подается в весовую коробку 15 самовеса (см. рис. 1.2) с помощью наклонной игольчатой решетки 16. Самовес является машиной периодического действия. Для обеспечения равномерной толщины слоя волокнистого материала, подаваемого наклонной игольчатой решеткой в весовую коробку механизма самовеса, а также для разрыхления крупных клочков на более мелкие, служит уравнивающий гребень 17.
Предварительный прочесыватель. Для предварительного разделения клочков волокон на более мелкие и освобождения их от сорных примесей используют предварительный прочесыватель.
В шляпочной ЧM предварительный прочес осуществляет приемный барабан 11 (см. рис. 1.1) во взаимодействии с питающим цилиндром 12 и столиком 13 и сороотбойным ножом 16. Для увеличения эффекта чесания и copo о чистки волокна под приемным бараба ном могут быть установлены два валика - расчесывающий и съемный, а также дополнительный второй барабан - передающий, аналогичный приемному.
В шляпочной ЧM в зоне приемного барабана разделяется на отдельные волокна до 80 % клочков хлопка и выделяется около 55 % примесей, содержащихся в холсте, и до 75 % общего количества примесей. На наружной поверхности приемного барабана по винтовой линии нарезаны узкие канавки. Число заходов для разных конструкций машины может быть различное - от одного до восьми. В канавки запрессована пильчатая лента.
Предварительный прочесыватель валичной ЧM состоит из группы валиков и барабанов различных диаметров, обтянутых пильчатой или игольчатой гарнитурой. Расчесывающая способность предварительного прочесывателя определяется количеством повторных операций, т.е. числом линий разрыхления, съема волокон и удаления примесей. Количество повторных операций зависит от качества перерабатываемого сырья, степени засоренности, длины волокон и предварительной степени разрыхления.
Барабаны ЧM представляют собой чугунные или стальные полые цилиндры (обечайки) с укрепленными на валу крестовинами. Все виды валиков - также чугунные или стальные полые цилиндры, в торцах которых закреплены днища. В днища впрессованы ступицы стальных цапф. Опорами барабанов и валиков являются шарико- или роликоподшипники.
Основные рабочие органы. В шляпочной ЧM основными рабочими органами являются главный барабан 9 и шляпочное полотно 8 (см. рис. 1.1), а в валичной (см. рис. 1.2)՛ - главный барабан 9, рабочие 5 и съемные 1 и 4 валики, перегонный валик 10.
Диаметр
главного барабана обычной шляпочной
ЧM отечественного производства 1273 или
1283 мм, зарубежного производства 1000
 1300 мм, а малогабаритной 662 мм. Ширина
рабочей части главных барабанов 1000,
1016 или 1020 мм. На валичных ЧM размеры
главного барабана больше: диаметр 1252
мм на машинах отечественного производства
и менее 1522 мм на машинах зарубежного
производства; рабочая ширина 1800
2500 мм. С увеличением рабочей ширины ЧM
возрастает ее произюдительность,
однако она ограничена по условию
обеспечения жесткости основных
расчесывающих органов.
1300 мм, а малогабаритной 662 мм. Ширина
рабочей части главных барабанов 1000,
1016 или 1020 мм. На валичных ЧM размеры
главного барабана больше: диаметр 1252
мм на машинах отечественного производства
и менее 1522 мм на машинах зарубежного
производства; рабочая ширина 1800
2500 мм. С увеличением рабочей ширины ЧM
возрастает ее произюдительность,
однако она ограничена по условию
обеспечения жесткости основных
расчесывающих органов.
Для крепления игольчатой ленты на барабане используют деревянные пробки, запрессованные в отверстия на поверхности барабана. Радиальная деформация барабана при обтяжке его гарнитурой и действии центробежной силы не должна превышать 2 3 мкм. Барабан подвергается статической и динамической балансировке. Допустимый дисбаланс барабана при сборе должен обеспечить виброперемещение подшипников барабана относительно рам станины не более 0,015 мм. Радиальное биение по гарнитуре и равномерность по образующим главного барабана не должны превышать 0,02 мм.
В шляпочной ЧM волокна, снимаемые с поверхности приемного барабана зубьями главного барабана, подводятся к шляпочному полотну. Шляпочное полотно 8 (см. рис. 1.1.) состоит из большого числа отдельных шляпок, соединенных между собой втулочно-роликовыми цепями. Шляпки представляют собой чугунные балочки 4 таврового сечения (рис. 1.6). К нижней обработанной плоскости шляпки крепится игольчатая или полужесткая гарнитура. Плоскость, в которой расположены точки концов гарнитуры шляпки, наклонена к аналогичной плоскости гарнитуры барабана под углом 1,5°. Отклонение шляпок от прямолинейности составляет ± 0,025 мм.
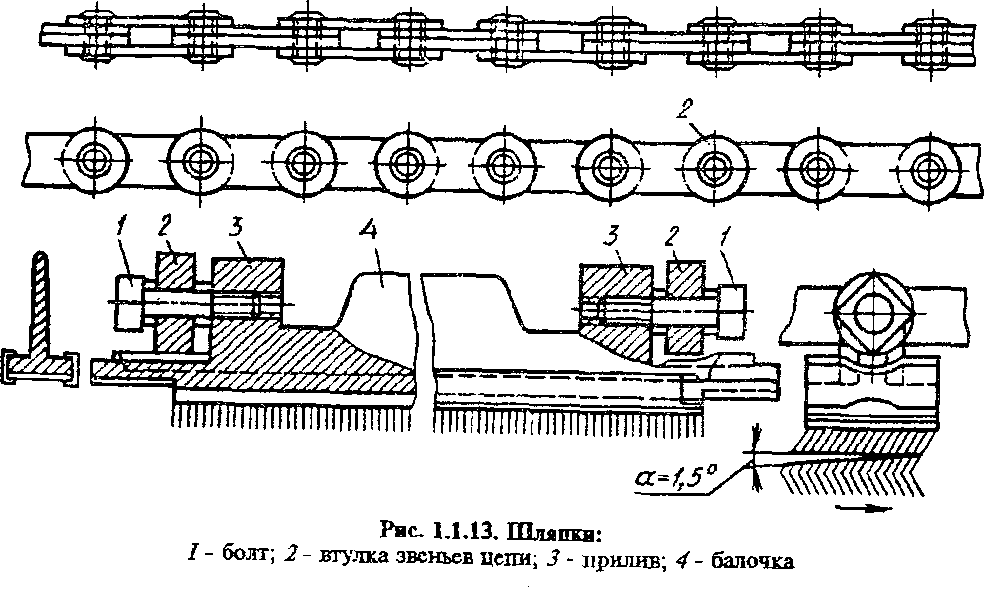
Шляпки и цепь представляют собой бесконечное шляпочное полотно. Шляпки движутся с линейной скоростью 2,3 2,5 мм/с по направлению, совпадающему с направлением вращения главного барабана, или обратному ему. При обратном движении шляпок количество пороков в прочесе снижается на 30 50 %, однако увеличивается количество шляпочного очеса в 1,5 - 2 раза.
При переработке хорошо очищенного от примесей хлопка и химических волокон длиной не более 65 мм на высокопроизводительных ЧM вместо шляпочного полотна устанавливают специальные сегменты-секторы. Сегмент представляет собой деревянный или алюминиевый лигой каркас с ребрами жесткости, на котором приклеены отрезки ЦМПЛ подобно гарнитуре, установленной на главном барабане, либо игольчатые пластины подобно площадь поверхности чесания в 6 раз, упростить конструкцию машины, освободить ее от многих движущихся частей, обеспечить лучшее качество чесания, на 2 % снизить выход отходов, улучшает герметизацию ЧM, исключает пылевыделение, обеспечивает стабилизацию воздушных потоков в зонах чесания.
Для обеспечения качественного перехода волокнистой массы с приемного барабана на главный окружная скорость главного барабана шляпочной ЧM должна быть больше скорости приемного барабана более чем в 1,2 раза.
Окружная скорость главного барабана шляпочной ЧM
где rb - число ремешков; P- линейная плотность ровницы; мсв - окружная скорость накатанных валиков, м/с; q - масса волокон, приходящаяся на единицу карданной гарнитуры.
При увеличении окружной скорости главного барабана возрастает производительность ЧM, однако это влечет за собой повышенную обрывность волокон, большие их потери. Кроме того, повышение окружной скорости требует обеспечения соответствующих прочности и жесткости обечайки, остова и точности изготовления машины.
Радиальная деформация обечайки главного барабана шляпочной ЧM после обтяжки ее гарнитурой
![]()
где Р - сила натяжения ленты; г - радиус барабана; В - ширина опорной части пильчатой ленты; һ - толщина обечайки; E - модуль упругости.
Напряжение,
возникающее в обечайке от действия
центробежных сил,
![]()
![]()
где р - плотность материала; v - линейная скорость барабана.
где р - плотность материала; v - линейная скорость барабана.
В сечениях обечайки барабана, ослабленных отверстиями для деревянных пробок, напряжение повысится приблизительно на 80 %.
Съемные барабаны и устройства. Конструкции съемного и главного барабанов аналогичны. Съемное устройство предназначено для снятия с поверхности съемного барабана прочеса в .виде тонкой ватки. Применяют съемные механизмы двух видов: съемного гребня (рис. 1.7) и валичного съема. Съемный гребень совершает колебания. При движении гребня вниз происходит съем ватки-прочеса. Размах ՏГР колебаний гребня зависит от вида и длины перерабатываемого волокна: для шляпочной ЧM 26 36 мм, а для валичной ЧM 36 50 мм.
Частота колебаний съемного гребня зависит от диаметра dСБ съемного барабана 3, частоты его вращения nCБ и размаха SГР колебаний гребня:
![]()
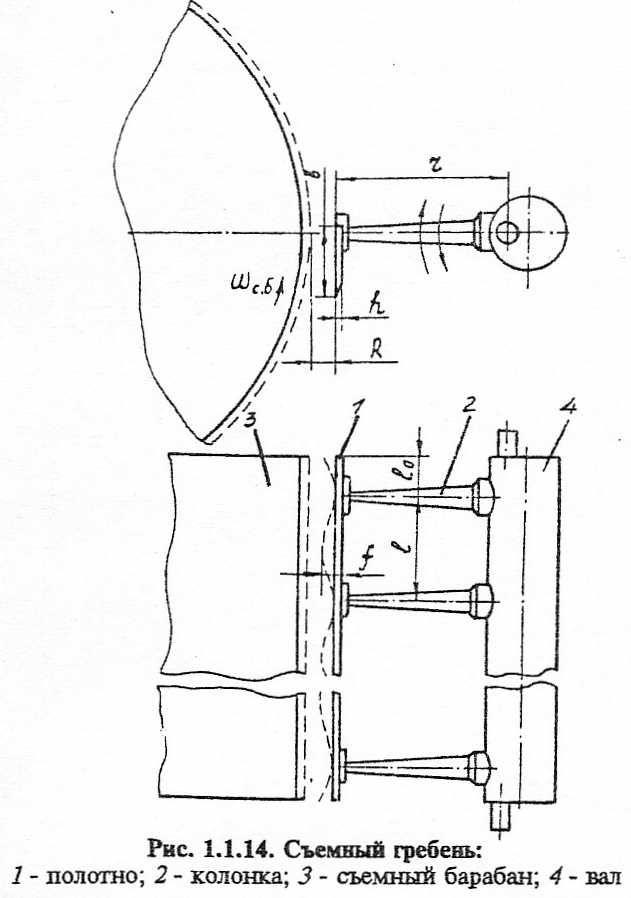
Полотно 1 гребня приклепано к колонкам 2 и может быть разделено на средние (l) и концевые (l0) пролеты. Полотно съемного гребня изгибается от центробежной силы. Стрела прогиба среднего пролета
![]()
где ω - максимальная угловазг скорость гребня, рад/с; г - расстояние от центра тяжести полотна гребня до оси его качания, м; l - расстояние между колонками, м; ρ - плотность материала полотна, кг/м3; E - модуль упругости, Па; һ - толщина полотна, м.
Для качественного съема ватки-прочеса с поверхности съемного барабана деформация полотна не должна превышать 0,1 от технологической разводки R между полотном 1 и гарнитурой съемного барабана 3.
Размеры
l,
r
и h
выбираются
из условия f 0,1
R
Длину
консольной части l0
полотна
определяют из условия равенства прогибов
всех участков: l0
= 0,38
l.
0,1
R
Длину
консольной части l0
полотна
определяют из условия равенства прогибов
всех участков: l0
= 0,38
l.
Съемный гребень получает движение от гребенной коробки, представляющей собой либо четырехзвенный шарнирный механизм, ли6o кулисный.
Для обеспечения нормальной работы механизма съемного гребня частота его колеба-Ний Должна находиться вне зоны собственной частоты. Основная критическая скорость для гребня в сборе
![]()
где EJ0 - приведенная жесткость гребня;L - расстояние между опорами гребня; мГр - масса гребня в сборе.
Для двухопорного вала приближенно можно принять J0 = 1,2 JБ, где JB - момент инерции сечения вала 4.
Большую опасность представляют критические скорости второго и третьего порядков: ωКР2 = ωКρ / 2 и ωКР3 = ωΚρ / 3, поэтому рабочие скорости гребня должны быть выбраны вне этих зон скоростей. Для уменьшения вибрации, нагрева и изнашивания трущихся поверхностей звенья механизма съемного гребня уравновешиваются.
На высоскоростных машинах применяют механизмы валичного съема. Конструкции механизмов валичных съемов содержат съемный и передающий валики, обтянутые цельнометаллической пильчатой лентой, и чистительные валики (см. рис. 1.1).
Вытяжной прибор и регулятор линейной плотности формируемой ленты. Применение на шляпочной ЧM вытяжного прибора позволяет при высокой линейной скорости формировать ленту в промежутке между раздавливающими валами и лентоукладчиком, а также получать чесальную ленту заданной линейной плотности с увеличенной параллелизацией волокон. Вытяжной прибор имеет две вытяжные пары.
Применение бункерного питания, а также стремление сократить число переходов ленточных машин в прядении привело к необходимости регулирования линейной плотности ленты. На ЧM применяют различные системы автоматического выравнивания линейной плотности ленты - системы, основанные на поддержании постоянства массы волокон, поступающих в машину, путем регулирования частоты вращения питающего цилиндра при изменении линейной плотности ленты, выходящей из машины, или слоя волокон, поступающих в машину (в этом случае достигается постоянство линейной плотности ленты на длине 5 м и более и сохраняется ровнота чесальной ленты на коротких длинах), а также системы, основанные на регулировании вытяжки в зоне вытяжного прибора при изменении линейной плотности прочеса, сформированного в ленту и поступающего в вытяжной прибор (в этом случае обеспечивается регулирование линейной плотности ленты на длинах до полуметра).
Основными направлениями развития ЧM являются: совершенствование пильчатой и игольчатой гарнитуры, повышение скоростных режимов, увеличение надежности работы отдельных узлов, автоматизация управления технологическими процессами.
Увеличение скоростных режимов ЧM позволяет не только повысить производительность машины, но и обеспечить более высокое качество прочеса. Эффективность работы ЧM повышается при установлении между расчесывающими гарнитурами более тесных разводок.
2). Аппарат чесальный марки АЧ-224-Ш (Ч-22-Ш,Ч-31-Ш4).
2.1). ОБЩИЕ СВЕДИНИЯ О машине.
Наименование изделия – аппарат чесальный двухпрочёсный. Обозначение изделия (марка) – АЧ-224-Ш. Наименование предприятия изготовителя – Орловский завод текстильного машиностроения.
2.2). ОСНОВНИЕ ТЕХНОЛОГИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ.
№ |
НАИМЕНОВАНИЕ ПАРАМЕТРОВ И РАЗМЕРОВ |
НОРМА |
1 2 3 4 5 6
7 8 9 10
11 12 |
Производительность, кг/г не более Скорость выпуска ровницы, м /мин не более Очистительный эффект, % Коэффициент вариаций Установление мощности двигателей, кВт, не более Габаритные размеры, мм, не более длина: в рабочем положении в раздвинутом положении Ширина Высота по автодвигателю Масса, кг, не более Средняя наработка на отказ, ч, не менее Установленная наработка на отказ, ч, не менее Среднее время восстановления работоспособного состояния, ч, не более Средний срок службы до капитального ремонта, мес, не более Установление срока службы до капитального ремонта, мес, не менее |
60 40 70 5,1 24,96 15205 17005 3570 1893 29420 50 12 0,48 36 27 |
2.3). Кинематический расчет чесального аппарата Ч-31-Ш4
Трехпрочесный аппарат Ч-31-Ш4 имеет 10 электродвигателей:
один электродвигатель самовеса мощностью 1 кет, 1260 об/мин;
три электродвигателя привода первого, второго и третьего основных прочесов мощностью по 4,5 квт\ 700 об1мин;
один электродвигатель привода отбойного валика предварительного прочесывателя мощностью 0,4 квту 1400 об/мин;
три электродвигателя съемных гребней мощностью по 0,4 кет, 1400 об/мищ
один электродвигатель привода эксцентрикового вала мощностью 1 /сет, 1435 об/мин;
один электродвигатель пневмоотсоса краевой нити мощностью 0,6 /сот, 2860 об/мин.
Аппаратура автоматического управления смонтирована на станции управления. Управление аппаратом — дистанционное кнопочное с трех мест:
с пульта управления, расположенного на станции;
с трехкнопочной станции, укрепленной на делительной каретке;
с однокнопочных станций, расположенных на первом, втором и третьем прочесах.
С пульта управления можно управлять:
синхронным пуском и синхронным остановом всех трех машин чесального аппарата;
реверсированием движений прочесов для точки и чистки игольчатой гарнитуры;
системой сигнализации на мнемонической схеме, контролирующей включение всех двигателей аппарата при подготовительных операциях;
системой блокировок в наладочном и рабочем положении.
С трехкнопочной станции можно управлять:
скоростью вращения накатных валиков при рабочем режиме, когда продукт нарабатывается на скоростях 25—40 м/мин, при помощи кнопки «Быстро» и замедленным вращением при съеме бобин посредством кнопки «Медленно»;
отключением всей системы электрооборудования при помощи кнопки «Стоп».
С однокнопочной станции можно отключать всю систему электрооборудования аппарата в аварийных случаях.
Привод главных прочесов осуществляется от основных электродвигателей через продольные валы, от которых получают движение: барабан предпрочеса, главный барабан и раздавливающие валы на 1-й машине, главный барабан, съемный барабан и лентообразователь на 2-й машине, главный барабан, съемный барабан и ровничная каретка на 3-й машине.
Передачи рабочих, съемных валиков и бегуна располагаются с левой (по ходу) стороны машины и получают движение от главного барабана.
Скорость рабочих валиков и бегуна регулируют при помощи двух отдельных бесступенчатых вариаторов в зависимости от показателей оборотов тахометров и счетчиков.
Съемные валики приводятся в движение с постоянной скоростью от главного барабана клиновидными ремнями.
На самовесе приводится в движение от индивидуального электродвигателя уравнивающий гребень, игольчатая решетка и съемный гребень. Питающие валики предварительного прочесывателя получают движение от приемного валика через планетарный механизм. Верхний питающий валик имеет чувствительную муфту сцепления, которая отключает валики при попадании в них посторонних металлических предметов.