

Лабораторная работа Прокатка металлов
Цель работы: Ознакомиться с одним из распространенных видов обработки металлов давлением – прокаткой металлов; научиться определять основные характеристики деформации металлов при прокатке.
Общие указания
Лабораторной работе должна предшествовать предварительная подготовка, в ходе которой студент должен:
изучить методические указания к лабораторной работе, ознакомиться оборудованием для прокатки металлов;
ознакомиться с теоретическим материалом из лекционного курса или рекомендуемой литературы;
проверить свою готовность к выполнению лабораторной работы по вопросам для самоподготовки.
Проверка знаний студентов по выполняемой работе осуществляется преподавателем. После выполнения работы студенты составляют отчет.
Сущность процесса прокатки
Прокатке подвергают до 90% всей выплавляемой стали и большую часть цветных металлов.
Прокатка металла осуществляется при прохождении его между валками (рис. 1), вращающимися в разных направлениях. При этом зазор между валками должен быть меньше толщины обрабатываемой заготовки.
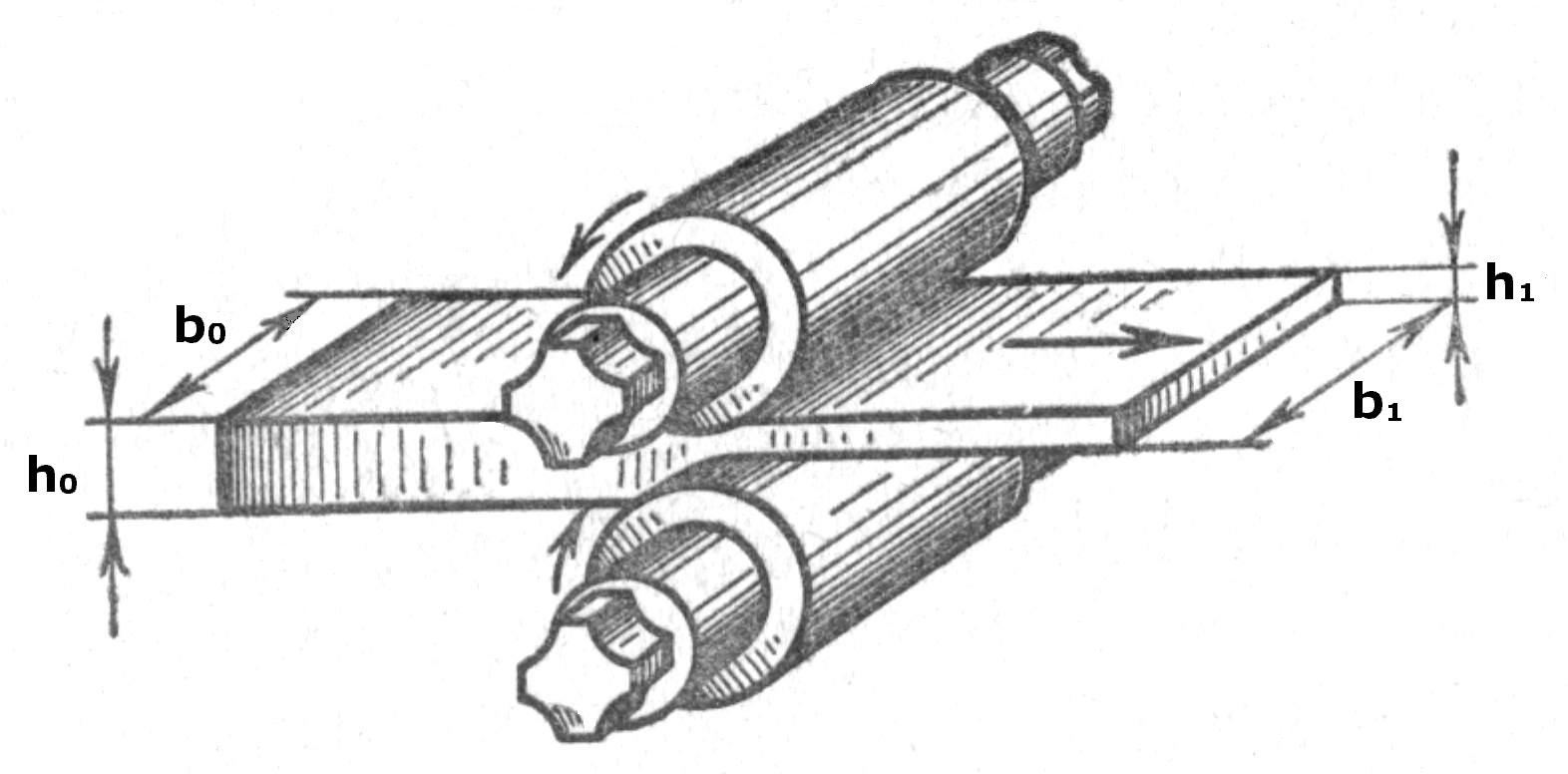

Рисунок 1
При прокатке металл обжимается (пластически деформируется), в результате чего толщина полосы уменьшается, а ее длина и ширина увеличивается, т.е. происходит обжатие, уширение и вытяжка. Площадь поперечного сечения заготовки в результате прокатки всегда уменьшается.
Деформация заготовки определяется рядом параметров.
Абсолютное обжатие – равно разности толщин заготовок до H и после h прокатки:
h = h - H.
Абсолютное уширение – разность между конечной (полученной) b1 и исходной (первоначальной) b0 ширинами полосы:
b = b1 - b0.
Относительное обжатие (степень обжатия) – отношение абсолютного обжатия к исходной толщине полосы:
((H – h) / H)∙100%.
Коэффициент вытяжки – отношение длины полосы после прокатки l к исходной длине l0:
l / l0.
Так как объем металла при прокатке не изменяется , то
Hb0l0 = hbl.
Отсюда следует, что
l / l0 Hb0 hb F0 / F,
где F0, F – площади поперечного сечения заготовки до и после прокатки соответственно. Вытяжка при прокатке обычно составляет 1.1 – 1.6 за проход, но может быть и больше.
Условия захвата заготовки валками и действие валков на металл при прокатке
Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой.
В начальной стадии прокатки заготовка подается в валки с некоторой силой Q, которая вызывает со стороны валков нормальные реакции P и силу трения T (рис. 2). Угол называется углом захвата.
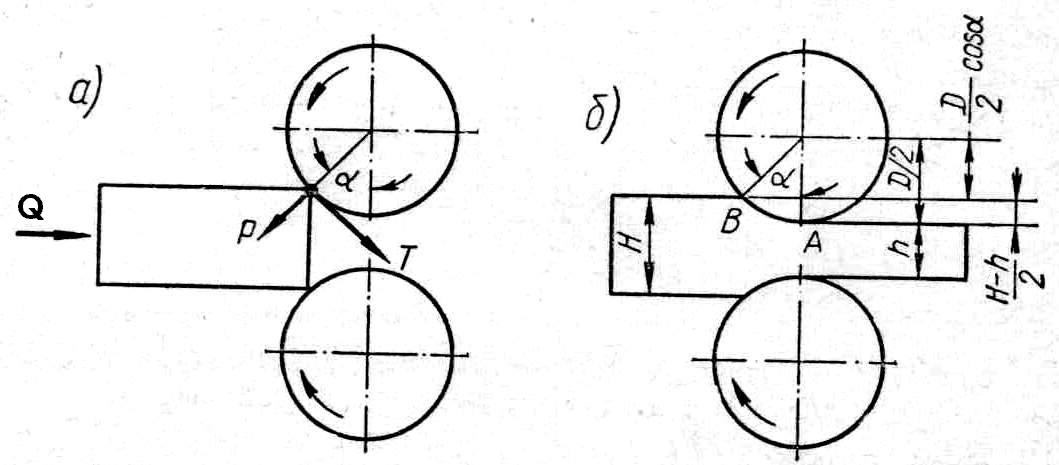
Рисунок 2. Схема действия сил в момент захвата (а)
и прокатки метала валками (б)
При проектировании на горизонтальную ось сил, действующих на металл со стороны валков, получается:
P sin T cos .
Сила T P,
где – коэффициент трения.
Заменяя T и сокращая P, получим:
sin cos .
Условия захвата требуют, чтобы коэффициент трения был больше тангенса угла захвата, т.е.
tg .
Условия захвата ограничивает угол , связанный с абсолютным обжатием и диаметром валков выражением:
H – h = D (1- cos ),
откуда
cos = 1- (H – h) / D.
Угол захвата при прокатке стали с помощью гладких валков (прокатка листов и полос) колеблется от 15 до 240, для валков с насечкой (прокатка блюмов, крупных слитков), он достигает 30 ÷ 320, при холодной прокатке листов и лент со смазкой — 2 ÷ 100.
Таким образом, для начала процесса прокатки необходимо соблюдать определенное соотношение между коэффициентом трения, толщиной заготовки, величиной зазора между валками и диаметром валков.
Выделяют три основных вида прокатки: продольную, поперечную и поперечно-винтовую (рис. 3).

Рисунок 3. Основные виды прокатки: