

2 Производство наружных стеновых панелей
Составными компонентами газобетонной смеси для изготовления панелей являются: бездобавочный цемент, известь-кипелка, зола-унос, алюминиевая пудра и вода. Панели формуются по агрегатно-поточной литьевой технологии в металлических формах размером на две комнаты лицевой стороной вниз. Бетонная смесь приготовляется в самоходных бетономешалках-раздатчиках вместимостью 3,5 м3. Дозировка материалов полуавтоматическая дистанционная.
После выдержки залитой массы и удаления с поверхности «горбуши» изделия загружают в автоклавы диаметром 3,6 м, длиной 21 м. Рабочее давление пара 8 атм., температура 175 ... 180°С. Изделия армированы предварительно-напряженной стержневой арматурой.
Отделочными материалами служат кварц, граниты различных оттенков, керамзитовый песок, мраморная крошка, цветная стеклокрошка и другие компоненты. При помощи шаблонов на поверхности панелей наносят разнообразные рисунки. Крупнопанельные дома монтируются с наружными панелями из газозолобетона толщиной 280 мм, прочностью 50 кг/см2, объемной массой 600 кг с различной отделкой.
2.1 Производство панелей внутренних несущих стен и специальных плит перекрытия
Восемнадцать кассетных стендовых установок размещены в специализированном отделении по выпуску панелей внутренних стен. В малом формовочном отделении — стендовые кассетные установки лестничных маршей, опорных стенок лоджий и два поточно-агрегатных поста для формирования плит перекрытий трехметрового шага с верхней поверхностью, подготовленной для настила линолеума.
Калиброванные плиты перекрытий шестиметрового шага с верхней поверхностью, также подготовленной для настила линолеума, шириной 2,6 м и 3,5 м формируются в двух пролетах нового трехпролетного корпуса по полуконвейерной технологии. В этом же корпусе изготовляют лифтового холла с мозаичной шлифованной поверхностью пола.
2.2 Производство объемных элементов
Это подразделение включает в себя:
- технологическую линию из десяти установок для изготовления санитарно-технических кабин полной заводской готовности типа «Колпак»;
- круговой конвейер для формирования вентиляционных блоков;
- технологическую линию объемных элементов сборных лоджий;
- кассетный участок для выпуска электротехнических панелей и доборных внутренних стен;
- стендовые установки для производства тюбингов шахт лифтов;
- виброударную установку формирования трехслойных цокольных панелей;
- линию по выпуску элементов безрулонных кровель полной заводской готовности;
- арматурное и бетоносмесительное отделения с индивидуальным складом материалов;
- административно-бытовой корпус;
- склад готовой продукции.
3 Ассортимент выпускаемой продукции
3.1 Панели-экраны ограждений лоджий крупнопанельных домов.
Материал — тяжелый бетон.

Основные данные панели марки БО-11
Габаритные размеры, мм
l 5990
b 170/90
h 800
Расход материалов:
бетона, м3 0,57 стали, т 28,31
Масса изделия, т 1,42
3.2 Многопустотные плиты с круглыми пустотами 0159 мм, длиной 3 и 6 м для межэтажных перекрытий.
Материал — тяжелый бетон
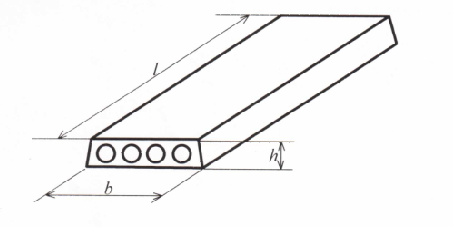
Плиты |
Габаритные размеры, |
Расход |
Масса изделий, |
|||||
перекрытий |
|
мм |
|
материалов |
т |
|||
|
1 |
b |
h |
бетон, 3 м |
сталь, кг |
|
||
ПК6-60-26 |
5980 |
2590 |
220 |
1,96 |
67,38 |
4,9 |
||
ПК6-30-26 |
2980 |
2590 |
220 |
0,926 |
33,11 |
2,315 |
||
ПК8-60-15 |
5980 |
1490 |
220 |
1,19 |
41,25 |
2,975 |
||
ПК8-63-12 |
6280 |
1190 |
220 |
0,998 |
53,53 |
2,5 |
||
ПК8-63-10 |
6280 |
990 |
220 |
0,83 |
44,46 |
2,075 |
||