

6 Подготовка компонентов к приготовлению газозолобетонной смеси (сырьевое отделение)
Наименование операции |
|
Подача кормовой извести из бункера хранения в расходный бункер |
Не допускается попадания посторонних включений |
Подача песка в расходный бункер |
Песок загружается в объеме 1-И0 к объему извести |
Подача кормовой извести из расходного бункера в щековую дробилку |
При дозировании извести в щековую дробилку необходимо песок в количестве 5-10% от объема извести и ее активности |
Подача дробленой извести в |
|
промежуточный бункер |
|
Дозирование и подача извести в шаровую мельницу |
|
Помол извести |
Помол произвести до тонкости помола 5500-6000 см2/г |
Подача молотой извести в промежуточный бункер запаса |
|
Подача извести из промежуточного бункера запаса в приемный бункер цеха |
|
Подача цемента, золы и извести в приемные бункера надбункерного отделения |
|
Приготовление алюминиевой суспензии |
Алюминиевая суспензия готовится на сутки из ПАП-1, ПАП-2 или пасты ГБ-2 |
Дозирование воды в мешалку '/2 общего ее объема |
Вода должна быть подогрета до t=50°C. Общий объем 1300-1400 кг |
Дозирование и засыпка мыльного порошка в мешалку (для пудры ПАП-1, ПАП-2) |
Мыльный порошок типа «Лотос» в количестве 7-8 кг (для ПАП-1 и ПАП-2) |
Перемешивание воды и мыльного порошка |
Перемешивать до полного растворения порошка 10-15 минут |
Дозирование алюминиевой пудры в мешалку (или пасты ГБ-2) |
Алюминиевая пудра засыпается в количестве 150-160 кг из расчета на суточный объем |
Дозирование остального объема воды |
Вода должна быть подогрета до t=50°C |
Перемешивание алюминиевой суспензии |
Перемешивание производить 30-60 минут. После приготовления алюминиевую суспензию необходимо перекачивать по замкнутому |
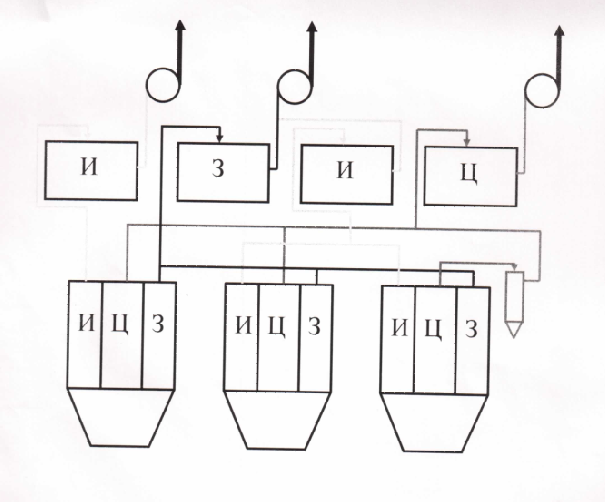
СИСТЕМА ФИЛЬТРОВ ЦЕХА
7 Выводы
В процессе обследования системы пневмотранспорта установлены следующие особенности работы пневмотранспортной система цемента.
1. Расход сжатого воздуха в период разгрузочного цикла лежит в пределах от 23 до 28 нм3/мин, что является нормой для транспортной трубы диаметром 0 159 мм. Снижение расхода воздуха ниже 20 нм3/мин не целесообразно и может привести к образованию пробок, т.к скорость воздушного потока будет ниже критической. В настоящее время скорость воздушного потока в начале транспортной трубы составляет 9-11 м/с. В конце транспортной трубы скорость воздушного потока составляет 25-30 м/с, что также является нормой для обычного пневмотранспорта.
2. Производительность транспортной системы лежит в пределах от 6.7 до 7.5 т/ч, что является очень низким показателем для транспортной трубы 0 159мм. На таких трубах производительность может быть не менее ЗОт/ч, т.е в 4 раза больше. Низкая производительность обусловлена двумя причинами : 1) нерациональная конструкция пневмокамерного насоса. Он имеет очень маленький объем V=0/47m3.2) Неправильная организация разгрузочного цикла по (реле времени). Вследствие низкой производительности удельный расход сжатого воздуха в момент разгрузочного цикла остается повышенным и лежит в пределах от 140 до 150 нм3/т. Для трасс аналогичной геометрии и длины удельный расход воздуха ниже примерно в два раза , т.е около 70 нм3/т.
3. Утечки сжатого воздуха через запорную арматуру очень существенны, и составляет около 12 hmVmiih на один сосуд. Учитывая непрерывный характер утечек и дополнительный расход сжатого воздуха на разгрузку вагонов с помощью пневмовинтовых насосов средний удельный расход сжатого воздуха по заводу можно оценить как не менее 300 нм3/т. Данный показатель также является большим. Для обычного пневмотранспорта нормальным считается удельный расход сжатого воздуха (с учетом разгрузки вагонов) не более 200 нм3/т.
4. Давление в подводящем коллекторе при работе нескольких потребителей (возможна одновременная работа трех потребителей - 2 ПКН и 1 ПВНШ) падает с 3.6 до 2 атм. Подводящий коллектор сжатого воздуха имеет участок трубы диаметром 0=76 мм. Проводимость данного участка недостаточна. При работе двух или трех потребителей скорость воздушного потока на данном участке может достигать свыше 90м/с, что приводит к потерям давления до 0.5-0.8 атм. Дальнейшее падение давления , по- видимому, связано с недостаточным расходом воздуха по коллектору из компрессорной. (На данный участок, в случае работы трех потребителей, должно подаваться не менее 90 нм3/мин, причем без учета утечек).



БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Оформление учебных текстовых и графических документов / сост. Ф.Л. Капустин, Ф.С. Шишкин, А.Б. Лошкарев, Е.Ю. Васина. Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2005. 72 с.
2. История развития ОАО «Бетфор» [Электронный ресурс] / Бетфор. Екатеринбург, 2008. Режим доступа: http://www.betfor.ru/?main=about_us&id=100001.