

Методика выполнения работы
Перед началом работы необходимо дать метрологическую характеристику всех средств измерений, используемых при работе, а также проверить правильность настройки прибора.
Все средства измерений, независимо от их исполнения, обладают рядом общих свойств, необходимых для выполнения ими функционального назначения. Технические характеристики, описывающие эти свойства и оказывающие влияние на результаты и на погрешности измерений, называются метрологическими характеристиками средств измерений.
Метрологические характеристики штангенинструмента, приведенные в паспорте и техническом описании прибора:
Основные метрологические характеристики
Таблица 1
Название метрологической характеристики |
Номинальное значение |
Цена деления основной шкалы |
|
Цена деления нониусной шкалы |
|
Диапазон измерений |
|
Комплекс метрологических характеристик, установленный на штангенинструмент принимаем достаточным для определения результатов измерений и расчетной оценки с требуемой точностью характеристик инструментальных составляющих погрешностей измерений, проводимой с помощью средств измерений данного вида в реальных условиях ( <3 %).
Штангенциркулем произвести обмер детали, выполняя последовательно 10 измерений. При обмере детали определяют три геометрических размера: внутренний диаметр (d), внешний диаметр (D) и глубину отверстия (паза) детали (l) с помощью стержня глубиномера 5 (рис.2.). Так же важно выполнять измерения совместно, т.е. сначала определяют d1, D1, l1, затем d2, D2, l2, и так далее повторяя измерения до n = 10.
При измерении штангенинструментом необходимо следить за правильным расположением измерительных наконечников относительно измеряемых поверхностей, то есть не допускать перекосов, наклонов и других ошибок в расположении инструмента. Измерительное усилие должно составлять от 1 до 2 К.
Для определения размера с помощью нониуса необходимо по основной шкале определить целое число миллиметров, которое отсекается нулевым штрихом нониусной шкалы и к полученному результату прибавить показания нониусной шкалы. Для снятия показаний нониуса необходимо найти то деление шкалы нониуса, которое наилучшим образом совпадает с каким-либо делением основной шкалы. Это деление нониусной шкалы и покажет число десятых и сотых долей миллиметра. Например, если нулевой штрих нониуса отсек на основной шкале 33 миллиметра, а наилучшее совпадение с одним из штрихов основной шкалы показал третий штрих нониусной шкалы, то на инструменте стоит отсчет 33,50 мм (рис. 5).
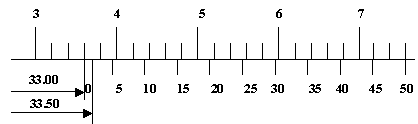
Рис. 5. Отсчет 33,50
По результатам измерений представленных в табл.2 и табл.3., представить эскиз замера, на котором отразить полученные результаты. Сделать вывод о точности измерений штангенинструментом.
Результаты измерений и их обработка
Результаты измерений записывают в таблицу 2.
Результаты измерения штангенциркулем
Таблица 2
№ замера
|
Измеренные значения |
||
D, мм |
d, мм |
l, мм |
|
|
|
|
|
По результатам измерений, записанных в таблице 1 определяют погрешности измерений глубины отверстия, внутреннего диаметров и внешнего диаметров.
Расчет погрешностей измерений проводят по следующей схеме:
Определение среднеарифметических (средних) значений внешнего, внутреннего диаметров глубины отверстия, которое принимают за действительное значение, проводят по формулам 1.1, 1.2, 1.3:
г де
, n
– число измерений.
де
, n
– число измерений.

Определение абсолютных погрешностей измерения производят по формулам 1.4, 1.5, 1.6:
О
(1.7)
(1.8)
(1.9)
пределение средних значений абсолютных погрешностей ряда измерений:
г де,
D,
d,
l,
- абсолютные погрешности измерения
внешнего, внутреннего диаметров и
глубины отверстия 1.7, 1.8, 1.9:
де,
D,
d,
l,
- абсолютные погрешности измерения
внешнего, внутреннего диаметров и
глубины отверстия 1.7, 1.8, 1.9:
Определение относительных погрешностей результатов измерений
О
(1.10)
(1.11)
(1.12)
Результаты расчетов записываются в табл. 3.
Результаты расчетов
Таблица 3
№ замера |
Абсолютные погрешности измерений
|
Относительные погрешности измерений
|
||||
D, мм |
d, мм |
l, мм |
D, % |
d, % |
l, % |
|
1 |
|
|
|
|
|
|
. |
|
|
|
|
|
|
. |
|
|
|
|
|
|
N |
|
|
|
|
|
|
Средние значения |
|
|
|
|
|
|
6. Статистическая обработка результатов измерений
Статистическую обработку результатов измерений проводим по критерию Шапиро-Уилка в соответствии с ГОСТ Р ИСО 5479-2002.
Этот критерий применим при 8 n 50. Малые выборки с п < 8 при обнаружении отклонений от нормального распределения не дают достоверных результатов.
Критерий основан на регрессионном анализе порядковых статистик по их ожидаемым значениям. Это критерий типа дисперсионного анализа для полной выборки. Статистика критерия - это отношение квадрата суммы линейной разности выборочных порядковых статистик к обычной оценке дисперсии.
Критерий основан на упорядоченных наблюдениях. Если серию из п независимых наблюдений, расположенную в порядке неубывания обозначить символами х1, х2, ….хn , вычисляют промежуточную сумму S по формуле 1.13:
(1.13)![]()
аk — коэффициент, имеющий специальные значения для объема выборки п (значения аk приведены в таблице 1 приложения 2 ).
В этом случае статистика критерия W принимает вид:
(1.14)![]()
![]()
где n — объем выборки; тг — выборочный центральный момент второго порядка.
Если значения некоторых наблюдений равны, упорядоченная серия нумеруется с повторением равных наблюдений столько раз, сколько они возникают в исходной серии.
При уровне значимости = р критическая область критерия образована значениями, меньшими чем р - квантиль для р = .
Таблица 2 приложения 2 содержит р - квантили статистики критерия W для р==0,05.
Упорядоченная серия измерений п=10 независимых значений
Таблица 4
k |
xk |
x(n=1-k) |
x(n+1-k)-xk |
ak |
k |
xk |
x(n=1-k) |
x(n+1-k)-xk |
ak |
1 |
|
|
|
|
6 |
|
|
|
|
2 |
|
|
|
|
7 |
|
|
|
|
3 |
|
|
|
|
8 |
|
|
|
|
4 |
|
|
|
|
9 |
|
|
|
|
5 |
|
|
|
|
10 |
|
|
|
|
Примечание - упорядоченная серия из 10 наблюдений и соответствующие им значения коэффициентов критерия Шапиро-Уилка ak, взятые из таблицы 2 приложения, где k - номер индекса.