

Результаты измерений и их обработка
По результатам табл.5 определяют погрешности измерений диаметров.
Расчет погрешностей измерений проводят по следующей схеме:
1. Определяют действительные значения размеров диаметров d1, d2, d3, d4, за которые принимают среднеарифметические значения:
2![]() .
Определяют абсолютные погрешности
d1,
d2,
d3,
d4.
.
Определяют абсолютные погрешности
d1,
d2,
d3,
d4.
Определяют средние значения абсолютных погрешностей:
г![]() де
i
может принимать значения от 1 до 4, в
зависимости от номера цилиндра; n
– число измерений каждого диаметра.
де
i
может принимать значения от 1 до 4, в
зависимости от номера цилиндра; n
– число измерений каждого диаметра.
Определяют относительные погрешности измерений d1, d2, d3, d4. (см. формулы 1.10, 1.11,1.12 ). Результаты расчетов заносят в табл. 7
Таблица 7
Результаты расчетов
№ замера
|
d1, мм |
d2, мм |
d3, мм |
d4, мм |
d1, % |
d2, % |
d3, % |
d4, % |
1 |
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
N |
|
|
|
|
|
|
|
|
5. Определение погрешности формы детали
Погрешность формы детали определяют для одного из четырех цилиндров (например d3). Соответствующее отклонение от формы назовем круглостью.
Для расчета значения погрешности формы кр, необходимо выбрать максимальное и минимальное значение dmax и dmin из результатов замера (табл. 6). Тогда отклонение формы цилиндрической поверхности рассчитаем по формуле:
П![]() редставим
соответствующее значение погрешности
формы в относительной форме представления:
редставим
соответствующее значение погрешности
формы в относительной форме представления:
г![]() де
кр
–погрешность формы (круглость) в
абсолютной форме.
де
кр
–погрешность формы (круглость) в
абсолютной форме.
Результаты измерений заносят в отчет по работе (Приложение 1).
Контрольные вопросы
1. Чем в микрометрических инструментах создается измеритель ное усилие? Какова его величина? Можно ли его регулиро вать ?
2. Как будут выглядеть шкалы микрометра, если шаг микровинта равен 1 мм, а цена деления барабана 0,02 мм ?
3. Как будут выглядеть шкалы микрометра (на барабане и на стебле), если шаг микровинта равен 0,9 мм, а цена деления барабана 0,01 мм ?
4. На барабане нанесено 40 делений. Цена каждого деления соответствует 0,03 мм. Какой шаг имеет микровинт инструмента ?
5. Можно ли работать микрометром при выходе из строя трещотки?
6. Почему диапазон измерения микрометра не превышает 25мм ?
ЛАБОРАТОРНАЯ работа №3
ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ С МЕХАНИЧЕСКОЙ ПЕРЕДАЧЕЙ
Цель работы - изучить устройство и работу индикатора часового типа. Оценить точность средства измерений и результатов измерений.
Общие положения
К приборам этой группы относятся приборы с рычажной, зубчатой, рычажно- зубчатой и другими передачами, предназначенными для увеличения перемещения измерительного наконечника до величины, которая может быть считана со шкалы прибора. В практике измерений наиболее часто применяются индикаторы часового типа, индикаторные нутромеры, рычажные скобы, миниметры и другие приборы.
Описание средств измерений
Индикаторы часового типа выпускаются с ценой деления 0,01 мм и пределом измерения 0... 10 мм и 0... 2 мм; с ценой деления 0,002 мм и пределом измерения 0... 2 мм; с ценой деления 0,001 мм и пределом измерения 0...1 мм Сравнительно редко встречаются индикаторы и с другими характеристиками. Индикаторы с ценой деления 0,01 мм являются наиболее распространенными измерительными головками. Они предназначены для работы в цеховых условиях при выполнении измерительных и контрольных операций. Принцип действия индикатора основан на преобразовании с помощью рычажно-зубчатой передачи линейных перемещений измерительного стержня в угловое перемещение стрелок.
Индикатор часового типа имеет две шкалы: большую (круговую) шкалу и малую шкалу. Например, индикатор имеет большую шкалу на которой нанесено 100 делений с ценой деления 0.001 мм и малую шкалу с ценой деления 1 мм. Передаточное отношение рычажно-зубчатой передачи подобрано так, что перемещение измерительного стержня на 1 мм вызывает поворот малой стрелки на одно деление. Таким образом, при измерении отсчет по малой шкале дает перемещение измерительного стержня в миллиметрах, а сотые доли миллиметра отсчитываются по большой шкале. Пределы измерения индикаторов определяются ходом измерительного стержня.
Допускаемая погрешность индикаторов нормирована двумя классами точности (0 и 1). Погрешность индикатора класса точности 0 с пределами измерения 0…2 мм не превосходит 10 мкм, а индикатора того же класса с пределами измерения 0…25 мм – не превышает 22 мкм.
Основанием индикатора часового типа служит корпус 8, внутри которого смонтирован передаточный механизм – реечно-зубчатая передача. Сквозь корпус 8 проходит измерительный стержень 2 с наконечником 1. На стержне 2 нарезана рейка, движения измерительного стержня – рейки 2 передаются зубчатыми колесами стрелке 5, повороты которой отсчитываются по круговой шкале 4. Для установки на «0» круговая шкала поворачивается ободком 6. Для присоединения к стойке индикатор оснащен гильзой 3 или ушком 7.
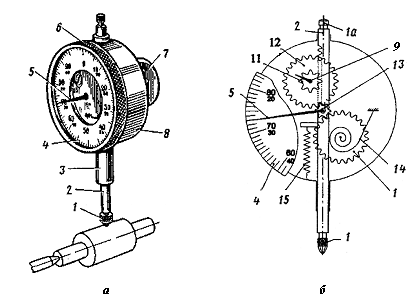
Рис.9 Индикатор часового типа:
а- общий вид, б- принципиальная схема
Принципиальная схема такого индикатора приведена на рис. 9. Стержень 2 с нарезанной на нем зубчатой рейкой перемещается в направляющих корпуса 8 индикатора.
Зубчатая рейка находится в зацеплении с колесом 11, на оси которого жестко закреплено колесо 12. С колесом 12 находится в зацеплении колесо 13, на оси которого закреплена стрелка 5. Перемещение измерительного стержня вызывает поворот зубчатых колес 11, 12 и 13 и, в конечном итоге, стрелки 5. Перемещение стержня 2 на 0,01 мм вызывает поворот стрелки 5 на одно деление.
Для облегчения работы на циферблате индикатора имеется стрелка 9, которая показывает количество полных оборотов стрелки 5, то есть при перемещении стержня 2 на 1 мм стрелка 9 повернется на одно деление. Зубчатое колесо 10 и пружина 14 устраняют зазоры в соединениях колес и зубчатой рейки и уничтожают, таким образом, погрешность зазоров. Пружина 15 служит для создания измерительного усилия.
Для закрепления индикатора на стойке или в державке на его корпусе имеется гильза или ушко. Измерительный стержень 2 имеет два рабочих конца, на которых установлены измерительные наконечники 1 и 1а.
Для закрепления индикаторов и установки измеряемых изделий используются вспомогательные приспособления: стойки, штативы, кронштейны.