

1. Системы управления циклом полуавтоматической сварки в защитном газе (рисунок 15).
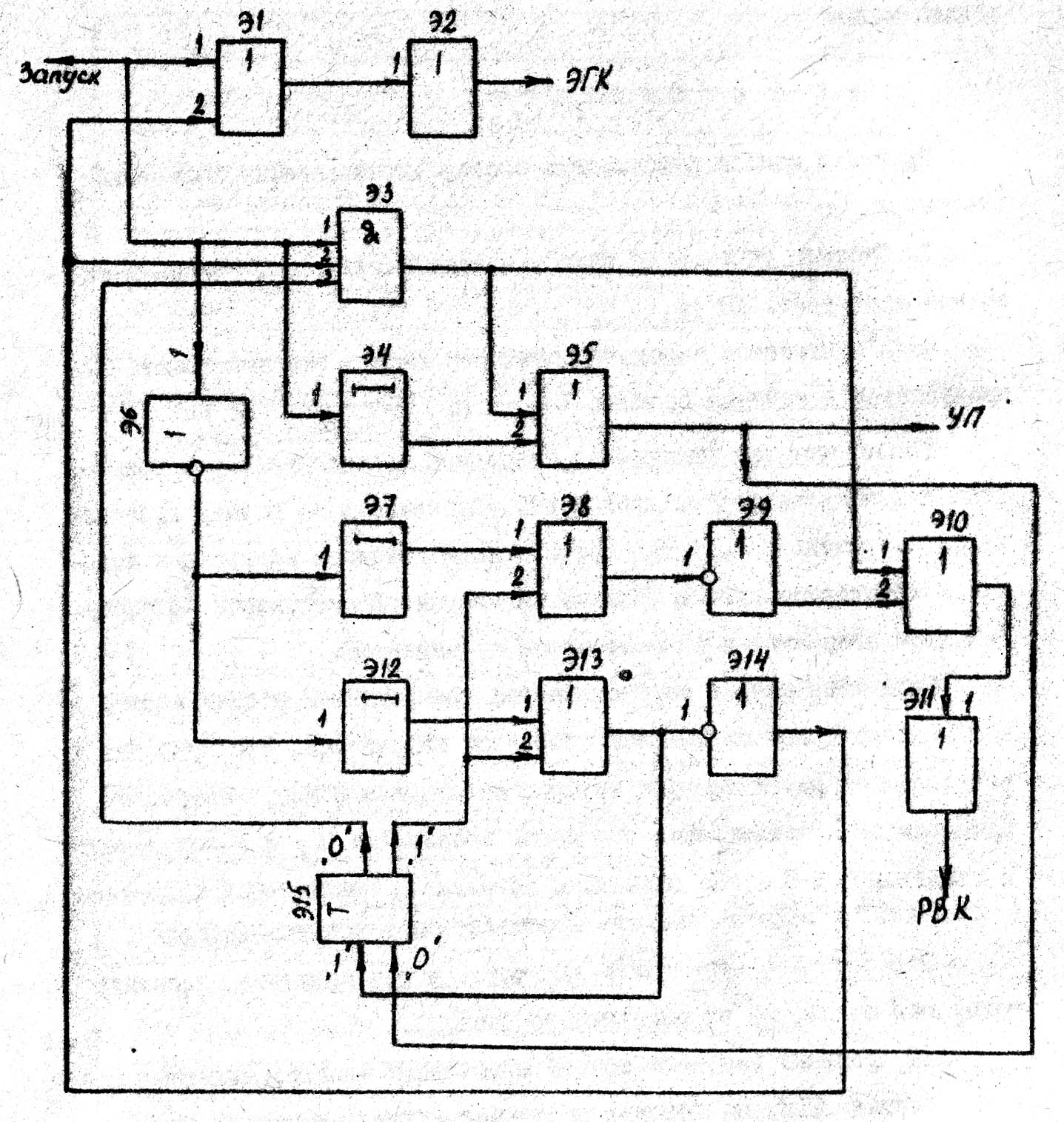
Рисунок 15- Схема устройства управления циклом полуавтоматической сварки в защитном газе
Цикл работы
полуавтомата (рисунок 16) начинается с
подачи защитного газа в газовый тракт.
Он продувается в течение времени
![]() =
0,5÷5 с.
=
0,5÷5 с.
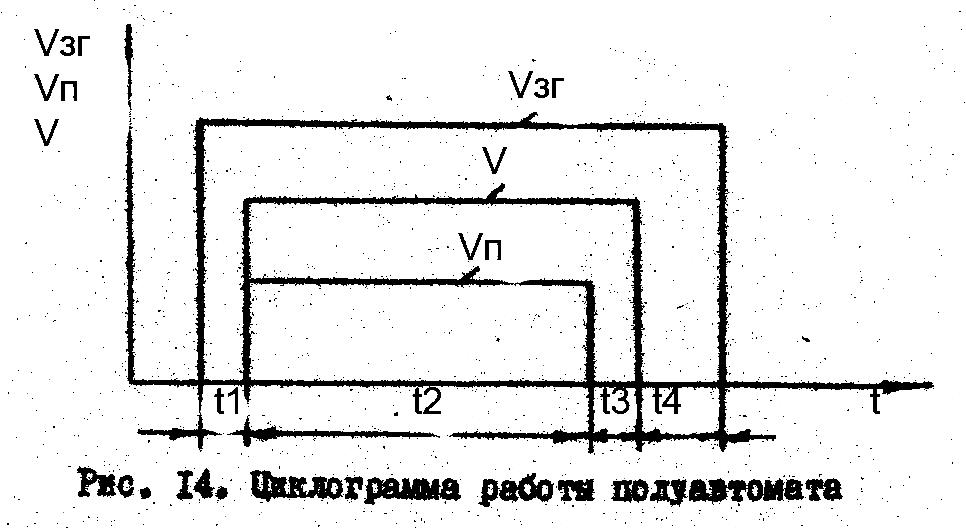
Рисунок 16 - Циклограмма работы полуавтомата.
После продувки
включается сварочное напряжение U
и двигатель подачи электродной проволоки,
обеспечивающий подачу проволоки со
скоростью
![]() .
Непосредственным касанием электродом
изделия возбуждается дуга и начинается
сварка. Время сварки
.
Непосредственным касанием электродом
изделия возбуждается дуга и начинается
сварка. Время сварки
![]() определяется сварщиком и полуавтоматом
не задается.
определяется сварщиком и полуавтоматом
не задается.
Окончание сварки
осуществляется прекращением подачи
электродной проволоки при включенном
сварочном напряжении. Это приводит к
естественной растяжке дуги за счет
оплавления конца электродной проволоки.
На циклограмме это время обозначено
![]() и может лежать в пределах 0,5-5 с. По
окончании времени
выключается сварочное напряжение, а
подача газа еще продолжается в течение
времени
и может лежать в пределах 0,5-5 с. По
окончании времени
выключается сварочное напряжение, а
подача газа еще продолжается в течение
времени
![]() =0,5-5
с. Это необходимо для того, чтобы защитить
сварочную ванну при остывании от
окружающего воздуха.
=0,5-5
с. Это необходимо для того, чтобы защитить
сварочную ванну при остывании от
окружающего воздуха.
Для продувки газового тракта включается электромагнитный газовый клапан ЭГК, на который поступает сигнал от усилителя Э2. Подача проволоки осуществляется после срабатывания системы управления приводом УП. Сварочное напряжение подается с помощью реле включения контактора РВК, на которое поступает сигнал от усилителя Э11.
Элемент задержки Э4 обеспечивает выдержку времени , Э7- , Э12- . Триггер Э15 после управления в сеть находится в состоянии 0. При этом на его первом выходе 0, на втором -1. Триггер Э15 срабатывает после подачи на много положительных управляющих сигналов. При поступлении сигнала на вход 1 триггер изменит свое состояние на 1. При этом на первом выходе будет 1, на втором 0. Последующая замена 1 по первому входу на 0 не приводит к изменению состояния триггера. Он перевернется в исходное состояние 0, если на левый вход вместо 0 вновь подать 1.
Положительный сигнал запуска появляется при нажатии сварщиком кнопки на горелке. По окончании сварки (время ) сварщик отпускает кнопку на сварочной горелке и сигнал запуска становится равным нулю.
Выдержки времени в устройстве подчиняются соотношениям:
![]()
![]()
![]() .
.
Триггер Э15 и схема «И» Э3 служат для обеспечения возможности работы полуавтомата в режиме прихватки. Это такой режим, когда запуски следуют часто друг за другом, когда не требуется операция «Продувка газового тракта». При этом задержка из цикла сварки исключается.
Рассмотреть два случая работы устройства, когда запуски следуют:
а) редко, т.е.
![]()
б) часто,
![]() .
.
2. Регулятора цикла сварки рцс-403.
После включения устройства в сеть импульсы с фазовращателя Э7 через диод V и открытое плечо триггера Э6 шунтируются на общий провод и на вход усилителя Э8 не поступает, на входе Э8 сигнала нет. На вход Э14 поступает напряжение и через выдержку времени «Пауза» оно появляется и на его выходе, но дальше разомкнутый контакт S педали не подается. На входах Э3, Э10, Э13 напряжение отсутствует.
Триггер Э4 поочередно с частотой 50 Гц выдает то сигнал 1, то 0 увязанные с напряжением питания.
Триггер Э1, Э6, Э11 перебрасываются с приходом импульса 1 на любой из входов.
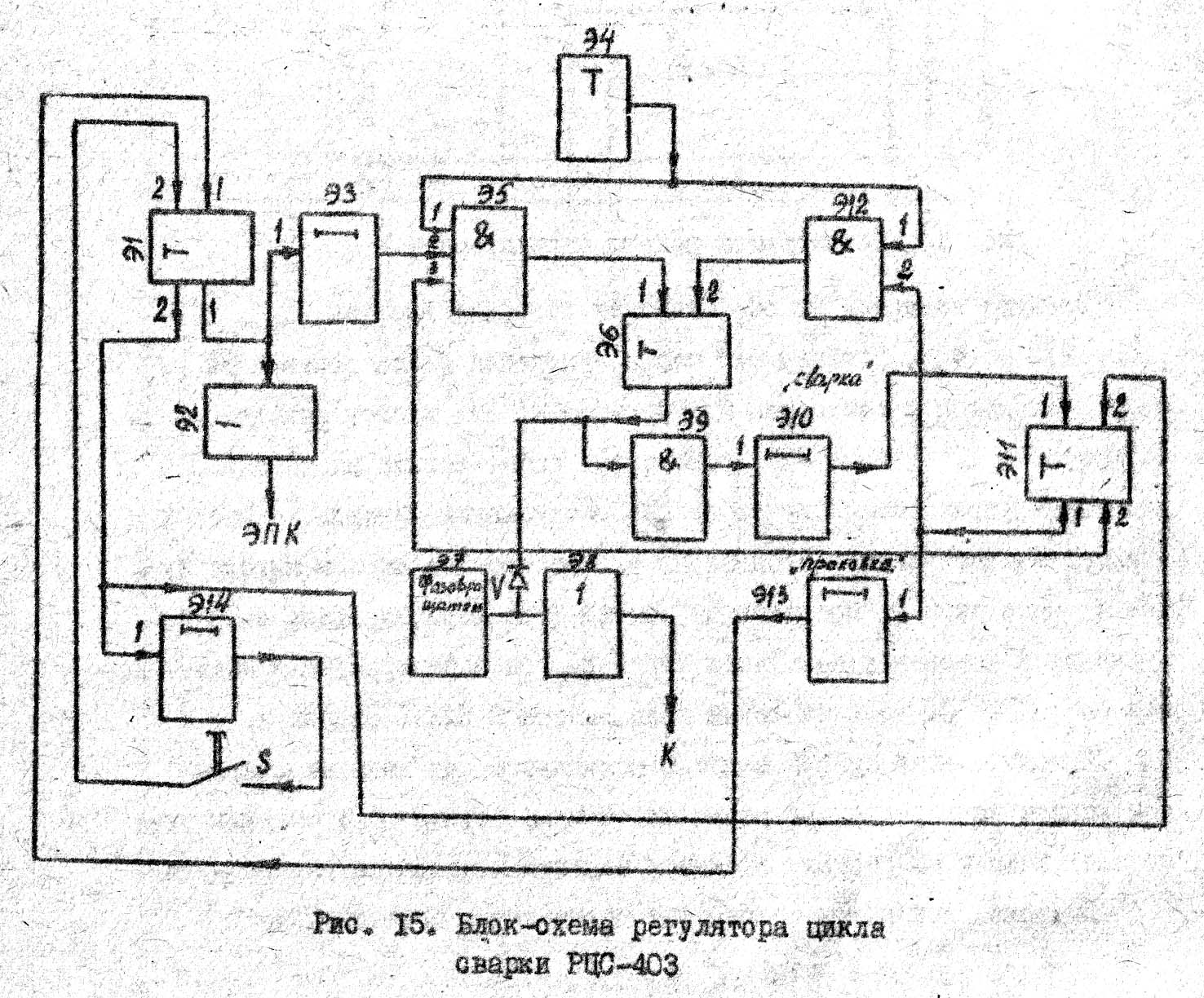
Рисунок 17- Блок-схема регулятора цикла сварки РЦС-403
Появление напряжения на входе Э6 приводит к закрыванию диода V. В результате с фазовращателя Э7 импульсы поступают на Э8. Контактор К включается. Исчезновение же сигнала на выходе Э6 ведет к отключению К.
При нажатии педали контакт S замыкается. Сигнал с Э14 поступает на второй вход триггера Э1. Он переворачивается и начинается цикл сварки.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1.Гинзбуг С.А. Основы автоматики и телемеханики /С.А.Гинсбург, И.Я.Лехтман, В.С.Малов.-М.: Энергия, 1998.-512с.,ил.
2. Игловский И.Г. Справочник по электромагнитным реле /И.Г.Игловский, Г.В.Владимиров.-Л.: Энергия, 1995.-478 с., ил.
3. Сиротин А.А. Автоматическое управление электроприводами /А.А.Сиротин.-М.: Энергия, 1989.-560с.,ил.
4. Соколов М.М. Автоматизированный электропривод общепромышленных механизмов /М.М.Соколов.- М.: Энергия, 1996.- 488с., ил.
5. Зайцев М.П. Средства автоматизации в оборудовании для дуговой сварки /М.П.Зайцев, О.М. Кулешов.- Л.: Энергия, 1995.- 144 с., ил.
6. Стендовая проверка и макетирование бесконтактных логических схем. Библиотека по автоматике.- М.: Энергия, 1978.-83 с., ил.
7. Львов Н.С. Автоматизация контроля и регулирования сварочных процессов / Н.С.Львов.-М.: Машиностроение, 1993.-127 с., ил.
8. Миловзоров В.П. Электромагнитные устройства автоматики / В.П.Миловзоров. - М.: Высшая школа, 1994.-414с..ил.
9. Львов Н.С. Автоматика и автоматизация сварочных процессов / Н.С.Львов, Э.А.Гладков.-М.: Машиностроение, 1992.-302 с., ил.
Электронный ресурс: http://coolreferat.com
Учебное издание
Составитель
Рудаков Сергей Григорьевич