

Лабораторная работа №3 контроль детали рычажными скобами
Цепь работы - практическое ознакомление с устройством рычажной скобы; измерение деталей рычажной скобой; определение погрешностей формы деталей и годности деталей по результатам измерений и заданной точности.
Краткое описание рычажной скобы
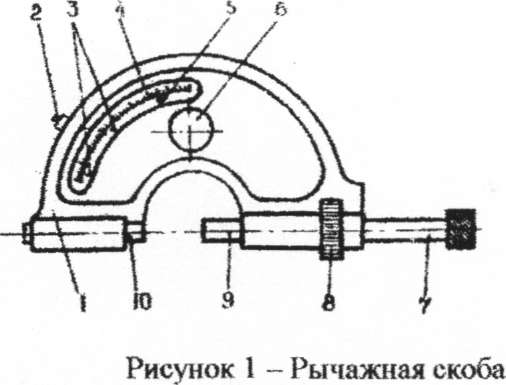
Рычажные скобы относятся к рычажно-зубчатым приборам повышенной точности и предназначены для относительных измерений наружных размеров деталей 5, 6, 7 и 8-го квалитетов точности. Рычажная скоба (рисунок 1) состоит из корпуса 1, подвижной пятки 10, переставной пятки 9. установочной гайки 8, предохранительного колпачка 7, арретира 2, указателей предельных отклонений 3, шкалы 4, указывающей стрелки 5 и механизма перевода указателей, закрывающегося крышкой 6.
На измерение рычажная скоба настраивается но блоку плоскопараллельных концевых мер на размер Dнастр. равный среднему размеру контролируемой детали. Он рассчитывается по формуле:
![]()
Полученный результат округляется до точности плоскопараллельных концевых мер (до 0,005 мм).
Промыть авиационным бензином и протереть чистой мягкой тканью плитки, необходимые для сбора блоков. Притереть плитки в блок.
Отвинтить на 4-5 оборотов предохранительный колпачок 7, вращением гайки 8 развести пятки скобы.
Ввести блок плиток между пятками 9 и 10 прибора и, вращением гайки 8 совместить указывающую стрелку 5 с нулем шкалы 4.
Зафиксировать настройку, завернув до упора предохранительный колпачок 7 и, придерживая блок плиток рукой, несколько раз нажать на арретир 2. Если при этом стрелка не возвратится в нулевое положение, то вновь произвести настройку.
11. Нажать на арретир 2, вынуть блок и разобрать его.
12. Установить указатели предельных отклонений 3 специальным ключом при помощи механизма, закрывающегося крышкой 6.
Порядок выполнения работы
Выполнить чертеж измеряемой детали, изучить схему измерения.
Расшифровать буквенное обозначение измеряемого раз- мера I, рассчитать предельные размеры детали и размеры блока для настройки прибора, построить схему поля допуска,
Определить и внести в форму 3 журнала лабораторных работ числовые значения метрологических характеристик прибора.
Настроить прибор на измеряемый размер.
Измерить деталь в соответствии со схемой измерения, пользуясь арретиром 2.
Установить действительные размеры детали, нанести на поле допуска наибольший и наименьший из них, дать заключение о годности детали.
Определить погрешности формы детали.
Подобрать по таблицам допусков ближайшие посадки в системе отверстия СН и в системе вала Сh, вычертить их схемы полей допусков.
Содержание отчета
Заполненная форма 3 журнала лабораторных работ.
Чертеж измеряемой детали с буквенным обозначением посадок.
Схемы полей допусков посадок в системе отверстия и в системе вала с указанием верхних и нижних отклонений и предельных размеров контролируемой детали.