

3. Статистический анализ стабильности технологического процесса
Поскольку наблюдаемые значения цветного числа растительного масла имеют нормальный закон распределения и по данному показателю качества обнаружен наибольший брак, следует провести оценку устойчивости процесса производства с помощью контрольных карт Шухарта, использующих количественные данные (карты индивидуальных значений Х и скользящих размахов МR).
В ходе контроля цветного числа растительного масла по 30 партиям получены исходные данные. Мгновенная выборка составила 1 измерение, т.к. выход продукции однороден.
Для оценки стабильности процесса воспользуемся контрольными картами Шухарта для количественных данных, контролируемый показатель – цветное число - является количественным показателем.
Оценки стабильности процесса с помощью контрольных карт Шухарта проводится в предположении нормального распределения для вариаций внутри выборок.
Т.к в ходе контроля были получены индивидуальные значения цветного числа растительного масла, то используем пару карт индивидуальных значений и скользящих размахов X и MR-карты.
Число выборок равно k = 30.
Индивидуальные значения показателя цветного числа и вычисленные размахи представлены в таблице 17
Номер выборки |
Цветное число,X, мг йода |
Размах MR, мг йода |
1 |
2 |
3 |
1 |
9,501 |
- |
2 |
9,782 |
0,281 |
3 |
10,12 |
0,338 |
4 |
9,904 |
0,216 |
5 |
10,11 |
0,206 |
6 |
10,15 |
0,04 |
1 |
2 |
3 |
7 |
9,675 |
0,475 |
8 |
9,948 |
0,273 |
9 |
9,911 |
0,037 |
10 |
9,992 |
0,081 |
11 |
10,2 |
0,208 |
12 |
9,921 |
0,279 |
13 |
10,05 |
0,129 |
14 |
9,76 |
0,29 |
15 |
10,34 |
0,58 |
16 |
9,507 |
0,833 |
17 |
9,546 |
0,039 |
18 |
9,682 |
0,136 |
19 |
10,5 |
0,818 |
20 |
9,583 |
0,917 |
21 |
9,994 |
0,411 |
22 |
9,723 |
0,271 |
23 |
10,28 |
0,557 |
24 |
10,25 |
0,03 |
25 |
10,01 |
0,24 |
26 |
9,689 |
0,321 |
27 |
9,766 |
0,077 |
28 |
9,786 |
0,02 |
29 |
9,801 |
0,015 |
30 |
9,804 |
0,003 |
Сумма |
297,285 |
8,121 |
На контрольные карты наносим точки со значениями Х и MR.
Для нанесения на
карту центральной линии CL
вычисляем среднее
![]() по
всем Х и среднее
по
всем Х и среднее
![]() по всем MR по формулам
по всем MR по формулам
![]() ;
;
![]()
На контрольную карту наносим контрольные границы:
1) верхняя UCL
и нижняя LCL
контрольные границы для
![]() -карты
-карты
UCL=X +E2 MR;
LCL=X-E2 MR;
2) контрольные
границы для
![]() -карты
-карты
UCL=D4MR;
LCL= D3MR
где
![]() ,
,
![]() ,
,
![]() - коэффициенты, зависящие от объема
выборки,
=2,66,
=0,00,
=3,267.
- коэффициенты, зависящие от объема
выборки,
=2,66,
=0,00,
=3,267.
Среднюю линию CL -карты и среднюю линию CL -карты обозначаем в виде сплошных прямых линий, а верхние и нижние контрольные границы UCL и LCL – в виде пунктирных линий.


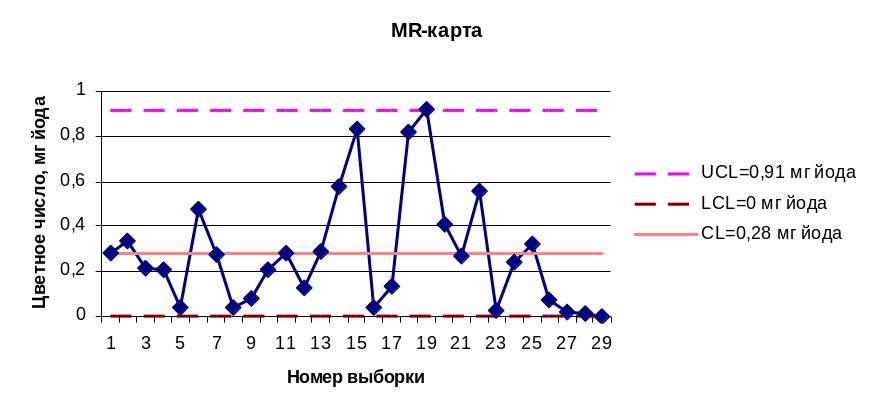


Сначала анализируем -карту. Несколько точек выходят за контрольную границу, что свидетельствует о статистической неустойчивости процесса. Разброс процесса не управляем. Внутренние причины вариаций, влияющие на процесс, присутствуют.
Анализируем -карту. По анализу карты индивидуальных значений видно, что все точки расположены внутри контрольных границ. Но существует серия точек, представляющая собой неслучайную структуру. Это говорит о том, что в процессе присутствуют некие внешние факторы, но они не влияют на процесс в большой степени. То есть можем сделать вывод о том, что процесс находиться в статистически управляемом состоянии.
Необходимо внести изменения в технологию приготовления растительного масла и наладить процесс на среднее значения допуска показателя цветного числа.
Все дальнейшие измерения проводим по аналогии.
Индивидуальные значения показателя кислотного числа и вычисленные размахи представлены в таблице 18
Таблица 18 – Расчетные данные
Номер выборки |
Кислотное число,X, КОН/г |
Размах MR, КОН/г |
1 |
2 |
3 |
1 |
0,27 |
- |
2 |
0,341 |
0,071 |
3 |
0,317 |
0,024 |
4 |
0,329 |
0,012 |
5 |
0,349 |
0,02 |
6 |
0,311 |
0,038 |
7 |
0,309 |
0,002 |
8 |
0,344 |
0,035 |
9 |
0,327 |
0,017 |
10 |
0,306 |
0,021 |
11 |
0,348 |
0,042 |
12 |
0,3 |
0,048 |
13 |
0,275 |
0,025 |
14 |
0,331 |
0,056 |
1 |
2 |
3 |
15 |
0,342 |
0,011 |
16 |
0,314 |
0,028 |
17 |
0,305 |
0,009 |
18 |
0,296 |
0,009 |
19 |
0,316 |
0,02 |
20 |
0,296 |
0,02 |
21 |
0,34 |
0,044 |
22 |
0,313 |
0,027 |
23 |
0,288 |
0,025 |
24 |
0,286 |
0,002 |
25 |
0,343 |
0,057 |
26 |
0,284 |
0,059 |
27 |
0,313 |
0,029 |
28 |
0,271 |
0,042 |
29 |
0,341 |
0,07 |
30 |
0,287 |
0,054 |
Сумма |
9,392 |
0,917 |
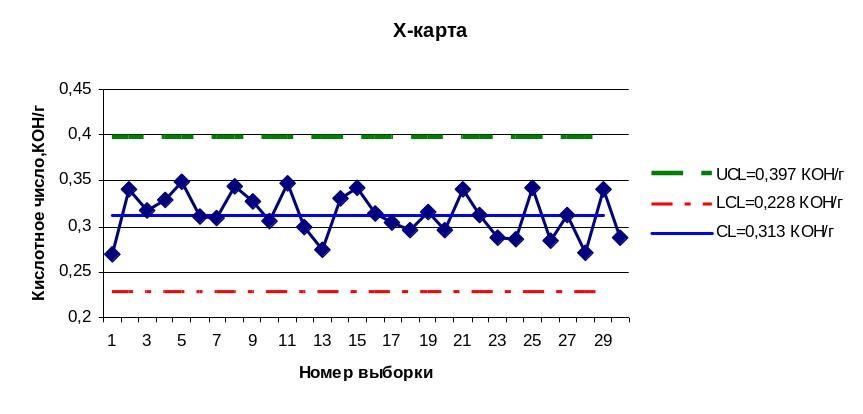
Сначала анализируем -карту. По анализу карты индивидуальных значений видно, что все точки расположены внутри контрольных границ, т.е. внешние факторы, влияющие на процесс, отсутствуют.
Анализируем -карту. Все точки расположены внутри контрольных границ. Но существует серия точек, представляющая собой неслучайную структуру. Это говорит о том, что в процессе присутствуют некие внутренние факторы, но они не влияют на процесс в большой степени. То есть можем сделать вывод о том, что процесс находиться в статистически управляемом состоянии.
Индивидуальные значения показателя перекисного числа и вычисленные размахи представлены в таблице 19
Таблица 19 – Расчетные данные
Номер выборки |
Перекисное число,X, ммоль активного кислорода/г |
Размах MR, ммоль активного кислорода/г |
1 |
2 |
3 |
1 |
2,16 |
- |
2 |
3,67 |
1,51 |
3 |
3,2 |
0,47 |
4 |
3,37 |
0,17 |
5 |
3,89 |
0,52 |
6 |
2,91 |
0,98 |
7 |
3,71 |
0,8 |
1 |
2 |
3 |
8 |
3,34 |
0,37 |
9 |
3,38 |
0,04 |
10 |
2,51 |
0,87 |
11 |
2,91 |
0,4 |
12 |
2,95 |
0,04 |
13 |
3,22 |
0,27 |
14 |
3,4 |
0,18 |
15 |
2,82 |
0,58 |
16 |
3,14 |
0,32 |
17 |
2,07 |
1,07 |
18 |
2,079 |
0,009 |
19 |
3,53 |
1,451 |
20 |
2,52 |
1,01 |
21 |
2,68 |
0,16 |
22 |
2,44 |
0,24 |
23 |
3,56 |
1,12 |
24 |
2,9 |
0,66 |
25 |
3,41 |
0,51 |
26 |
2,62 |
0,79 |
27 |
3,6 |
0,98 |
28 |
2,92 |
0,68 |
29 |
3,26 |
0,34 |
30 |
3,23 |
0,03 |
Сумма |
91,399 |
16,57 |

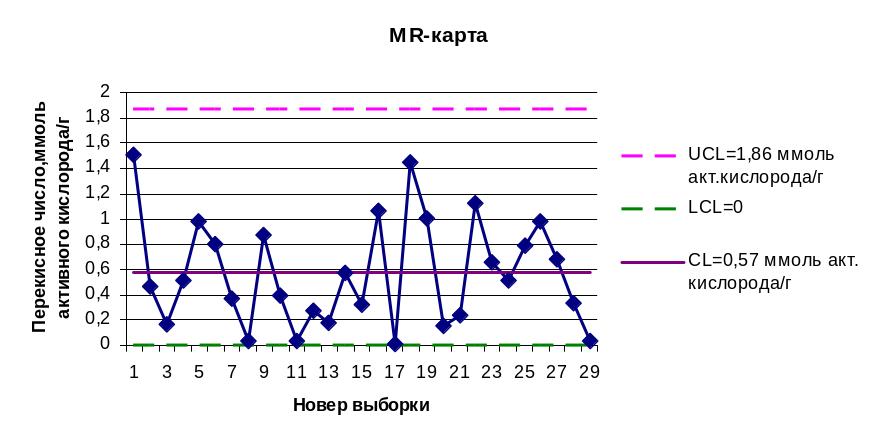
Сначала анализируем -карту. По анализу карты индивидуальных значений видно, что все точки расположены внутри контрольных границ, т.е. внешние факторы, влияющие на процесс, отсутствуют.
Анализируем -карту. Все точки расположены внутри контрольных границ. То есть можем сделать вывод о том, что процесс находиться в статистически управляемом состоянии.
Индивидуальные значения показателя массовой доли влаги и летучих вещ-в и вычисленные размахи представлены в таблице 20
Таблица 20 – Расчетные данные
Номер выборки |
Массовая доля влаги летучих вещ-в,X, % |
Размах MR, % |
1 |
2 |
3 |
1 |
0,025 |
- |
2 |
0,062 |
0,037 |
3 |
0,041 |
0,021 |
4 |
0,015 |
0,026 |
5 |
0,07 |
0,055 |
6 |
0,071 |
0,003 |
7 |
0,081 |
0,01 |
8 |
0,001 |
0,08 |
9 |
0,024 |
0,023 |
10 |
0,043 |
0,019 |
11 |
0,024 |
0,019 |
12 |
0,023 |
0,005 |
13 |
0,062 |
0,039 |
14 |
0,056 |
0,006 |
15 |
0,028 |
0,028 |
16 |
0,021 |
0,007 |
17 |
0,014 |
0,007 |
18 |
0,034 |
0,02 |
19 |
0,011 |
0,023 |
20 |
0,074 |
0,063 |
21 |
0,031 |
0,043 |
22 |
0,074 |
0,043 |
23 |
0,007 |
0,067 |
24 |
0,063 |
0,056 |
25 |
0,026 |
0,037 |
26 |
0,008 |
0,018 |
27 |
0,012 |
0,004 |
28 |
0,04 |
0,028 |
29 |
0,084 |
0,044 |
30 |
0,047 |
0,037 |
Сумма |
1,172 |
0,868 |
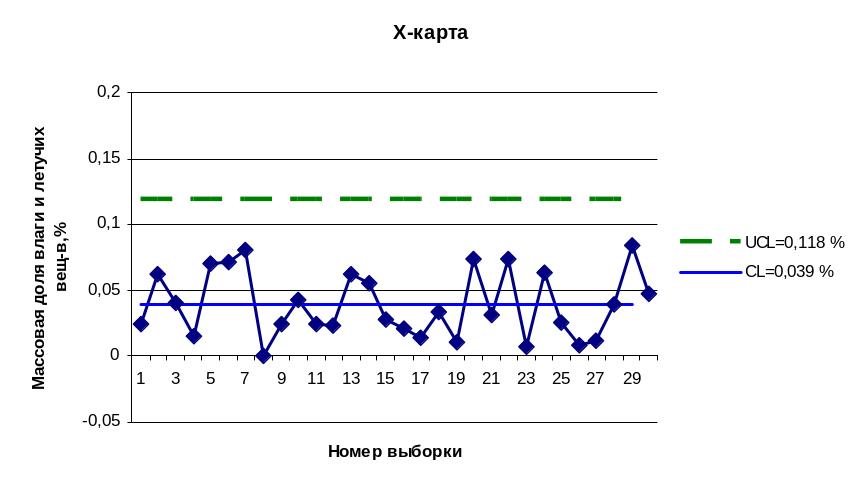
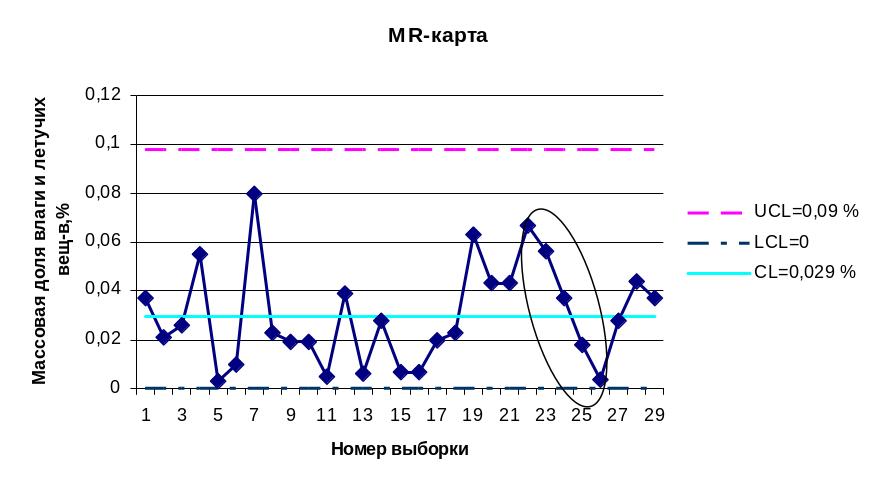
Сначала анализируем -карту. По анализу карты индивидуальных значений видно, что все точки расположены внутри контрольных границ, т.е. внешние факторы, влияющие на процесс, отсутствуют.
Анализируем -карту. Все точки расположены внутри контрольных границ. Но существует серия точек, представляющая собой неслучайную структуру. Это говорит о том, что в процессе присутствуют некие внутренние факторы, но они не влияют на процесс в большой степени. То есть можем сделать вывод о том, что процесс находиться в статистически управляемом состоянии.
Индивидуальные значения показателя йодное число и вычисленные размахи представлены в таблице 21
Таблица 21 – Расчетные данные
Номер выборки |
Йодное число,X, йода/100г |
Размах MR, йода/100г |
1 |
2 |
3 |
1 |
122,46 |
- |
2 |
124,21 |
1,75 |
3 |
123,77 |
0,44 |
4 |
123,31 |
0,46 |
5 |
122,15 |
1,16 |
6 |
120 |
2,15 |
7 |
121,76 |
1,76 |
8 |
122,12 |
0,36 |
9 |
123,59 |
1,47 |
10 |
124,35 |
0,76 |
11 |
123,1 |
1,25 |
12 |
120,15 |
2,95 |
13 |
124,13 |
3,98 |
14 |
124,44 |
0,31 |
15 |
121,1 |
3,34 |
16 |
123,3 |
2,2 |
17 |
123,81 |
0,51 |
18 |
122,85 |
0,96 |
19 |
124,42 |
1,57 |
20 |
121,26 |
3,16 |
21 |
120,17 |
1,09 |
22 |
122,24 |
2,07 |
23 |
124,5 |
2,26 |
24 |
122,79 |
1,71 |
25 |
122,54 |
0,25 |
26 |
120,31 |
2,23 |
27 |
122,72 |
2,41 |
28 |
124,76 |
2,04 |
29 |
121,13 |
3,63 |
1 |
2 |
3 |
30 |
121,2 |
0,15 |
Сумма |
3678,64 |
48,38 |
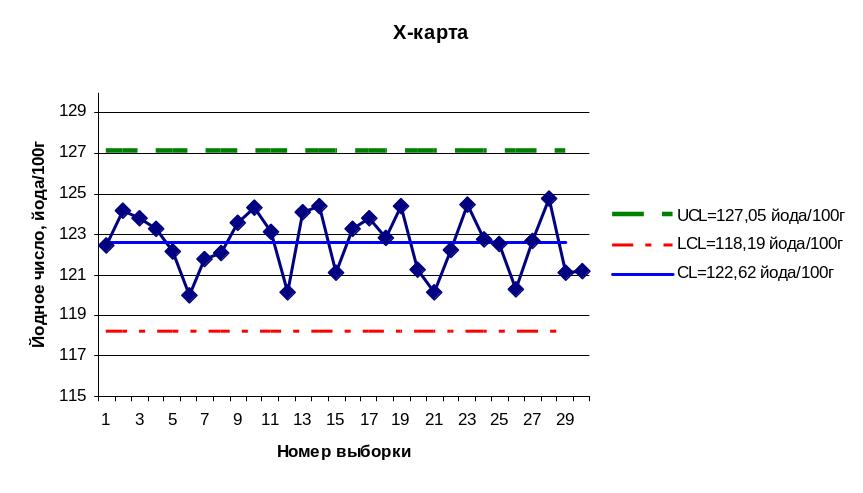

Сначала анализируем -карту. По анализу карты индивидуальных значений видно, что все точки расположены внутри контрольных границ, т.е. внешние факторы, влияющие на процесс, отсутствуют.
Анализируем -карту. Все точки расположены внутри контрольных границ. То есть можем сделать вывод о том, что процесс находиться в статистически управляемом состоянии.
В ходе статистического анализа точности и устойчивости технологического процесса производства растительного масла «Олейна» было установлено, что несоответствия наблюдаются только в готовой продукции по показателю цветное число. Была установлена связь между значением цветного числа и температурой масла в экстракторе. Необходимо принять меры, направленные на обеспечение стабильности, устранив влияние особых причин.