

Стадии технологического процесса изготовления конструкций.
На каждой из стадий технологического процесса свойства исходного материала целенаправленно изменяются. В результате в конце технологической цепочки получается изделие с заданными свойствами.
I. Металлургическое производство.
Получают первичные заготовки:
- слитки,
- профили
II. Обработка давлением: прокатка, прессованиее (редко) и волочение.
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент.
Получают:
1.Сортовой прокат:
- заготовки круглого, квадратного и прямоугольного сечения для ковки и прокатки
- профили простые (простой геометрической формы) (квадрат, круг, шестигранник, прямоугольник)
- профили фасонные:
*общего или массового потребления
*специального назначения
2. Листовой прокат:
- толстый лист (гк, толщина из-за остывания, 4-40 мм)
- тонкий лист (0,2…4мм)
- жесть (менее 0,2 мм)
- фольга (мкм из алюминия, свинца)
3. Трубный прокат:
- бесшовные (используют в наиболее ответственных трубопроводах, работающих под внутренним давлением в агрессивных средах.
- сварные
Получают на специальных трубопрокатных станах диаметром 5…2500 мм.
Заготовки – листы в рулонах или спец. прокатанные полосы (штрипсы).
4. Специальный прокат
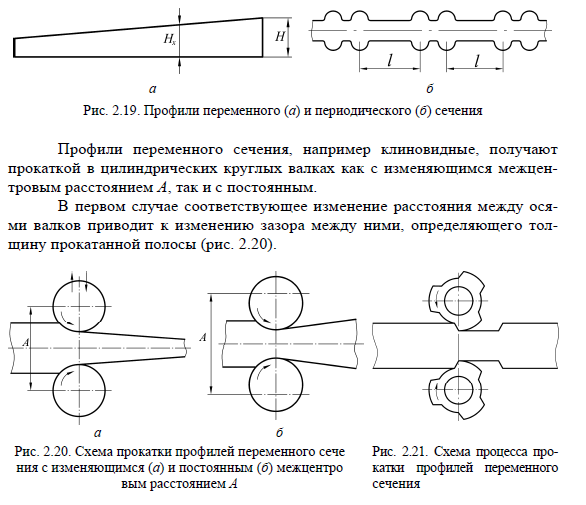
- Периодические профили.
Арматура для ж/б конструкций
Также являются заготовками, упрощающими процесс изготовления деталей в условиях крупносерийного производства.
- гнутый профиль (для строительных конструкций, оконных переплетов ).
- вагонные колеса,зубчатые колеса, шары.
III. Обработка давлением: ковка, объемная штамповка, листовая штамповка
Получают заготовки для изделий:
1. Ковка.
Изготовление крупных и уникальных поковок массой до 250 т из профилей или слитков.
В этом случае ковка − единственно возможный способ обработки давлением
Применяют в единичном производстве путем пластической деформации
2. Объемная штамповка.
Изготовление поковок массой до 400 кг из сортовых и периодических профилей. Полученные заготовки отличаются более высокой точностью размеров и качеством поверхностного слоя по сравнению с коваными поковками.
Применяют в условиях крупносерийного и массового производства (иначе экономически нецелесообразно) для получения заготовок деталей машин.
3. Листовая штамповка
Изготавление самых разнообразных плоских и пространственных изделий минимальной массой (от долей граммов до 100 кг) из листового проката (листа (более 500 мм , полосы толст или ленты тонк, ширина приб. одинак, полученных прокаткой (толщина которых обычно не превышает 10 мм). Изделия отличаются высокой точностью размеров и качеством поверхности. Это позволяет сократить количество отделочных операций механической обработки резанием.
IV, Сварка
Получают сварные заготовки сложной конфигурации из элементов, изготовленных штамповкой, литьем, прокаткой. Применяют для изготовления заготовок.
Является основным видом соединений металлоконструкций.
Слабым местом сварной заготовки является шов или околошовная зона: их прочность, как правило, ниже прочности основного металла.
V. Физико-химическая обработка (механическая, термохимическая, электрофизическая, электрохимическая)
Получают готовые изделия с требуемыми параметрами качества. Так, например, часто сварные конструкции перед резанием подвергают термической обработке для снятия внутренних напряжений и изменения механических свойств.
МЕТАЛЛУРГИЧЕСКОЕ ПРОИЗВОДСТВО
Продукция черной металлургии:
1. чугуны
- передельный (до 90 % выплавляемого чугуна) - для передела на сталь (содержит 3,8…4,4 % углерода, 0,3…1,2 % кремния, 0,2…1 % марганца, 0,15…0,20 % фосфора, 0,03…0,07 % серы).
- литейный - для производства фасонных отливок
2. ферросплавы (сплавы железа с повышенным содержанием марганца, кремния, ванадия, титана) - для раскисления и легирования сталей;
3. слитки стальные для производства проката (рельсов, балок, прутков, полос, проволоки, листа, труб и т, д.);
4. кузнечные слитки - слитки стальные для производства крупных кованых деталей машин (валов, роторов, турбин, дисков и т. д.).
Имеют многоуг (6, 8, даже 12-угольное) поп. сечение. Предназначены для кузнечного (штучного)