

Кипение металлической ванны - основной этап.
Обеспечивает:
- удаление серы в шлак,
- окисление углерода,
- удаление углерода, газов и неметаллических включений с пузырями СО.
При повышении температуры:
FеS + СаО=СаS + FеО
FeS+ MnO= MnS+FeO
Образующиеся сульфиды СaS и MnS практически не растворяются в металле, но хорошо растворяются в шлаке, поэтому сера удаляется в шлак.
Повышение температуры позволяет интенсивно протекать реакции окисления углерода, происходящая с поглощением теплоты:
C+FeO=CO+Fe - Q
«Кипение ванны» - выделение пузырков СO из жидкого металла.
Раскисление стали (удаление кислорода)
Обеспечивает:
- восстановление оксида железа путем введения растворимых раскислителей (ферромарганца, ферросилиция, алюминия)в жидкую сталь или шлак.
При плавке повышение содержания кислорода в металле необходимо для окисления примесей, но в готовой стали кислород – вредная примесь, так как понижает механические свойства стали, особенно при высоких температурах. Его содержание необходимо снизить. Раскислители обладают бóльшим сродством к кислороду, чем железо, поэтому оно восстанавливается.
FeSi+2FeO=3Fe+ SiO2
Fe Mn+FeO=2Fe+ MnO
2Al+3FeO=3Fe+ Al2O3
Оксиды SiO2, MnO, Al2O3 имеют меньшую плотность, чем сталь, и удаляются в шлак.
Легирование стали
Обеспечивает:
- получение сталей с особыми свойствами.
Осуществляется введением ферросплавов или чистых металлов в необходимом количестве в расплав.
III. Получение стальных слитков.
Кристаллизация
Схема: Печь – Ковш – Изложницы
- Кристаллизаторы (НРС)
Изложницы — чугунные формы для изготовления слитков.
Сталь затвердевает в виде кристаллов древовидной формы – дендритов. Размеры и форма кристаллов зависят от условий от условий их роста: в основном, от скорости и направления отвода теплоты.
Общая схема строения слитка
Нарисовать деление на зоны (общий вид слитка без кристаллов)
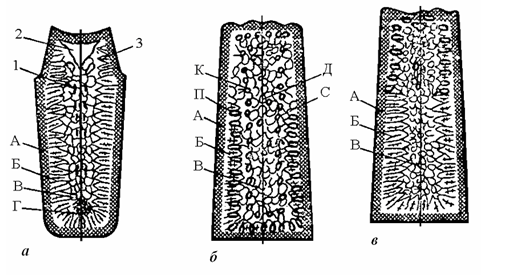
Рис. Схема строения стального слитка
А - наружная зона мелких равноосных кристаллов;
Б - зона крупных столбчатых кристаллов (дендритов);
1 - зона крупных равноосных кристаллов
2 - усадочная раковина
3 – пузыри
а - спокойная сталь
б - кипящая сталь
в - полуспокойная сталь
Влияние степени раскисленности стали на кристаллическое строение слитка.
Стали подразделяют по степени раскисленности:
1. Спокойная сталь (полностью раскисленная).
Раскислена полностью в печи и ковше. Затвердевание слитка происходит без выделения газов.
Слиток:
- плотный, содержит малое количество газовых пузырей,
- химически однороден,
- имеет выраженную усадочную раковину,
Преимущества: большая прочность.
Недостатки: малая пластичность, выход годного металла снижен из-за наличия усадочной раковины.
.Для устранения дефектов слитки отливают с прибыльной частью (относительный объём последней может достигать 14%), которая образуется прибыльной надставкой со стенками, футерованными огнеупорной массой малой теплопроводности. Вследствие этого сталь долгое время остается в жидком состоянии и питает усадку слитка, а усадочная раковина образуется в его прибыльной части.
2. Кипящая сталь (слабо раскисленная)
Раскислена в печи не полностью (восстановление FeO - Fe прошло не до конца). Затвердевание слитка происходит с выделения газов (кипением), т.к. продолжает протекать реакция FeO + С = Fe + СО.
Слиток:
- пористый, содержит большое количество газовых пузырей по всему объему (завариваются при прокатке слитка),
- химически неоднороден (из-за кипения С, Р, S скапливаются в головной части)
Преимущества: высокая пластичность
Недостатки: малая прочность, высокий порог хладноломкости, выход годного металла снижен из-за скопления в головной части неметаллических включений,
При прокатке эту часть слитка отрезают (отходы металла составляют 5…8 %, а для качественных сталей достигают 13%).
3. Полуспокойная сталь (частично раскисленная) .
Раскисляется частично в печи и в ковше, а частично – в изложнице (т.е. имеет промежуточную раскисленность между спокойной и кипящей).
Слиток имеет в нижней части структуру спокойной стали, а в верхней – кипящей.
Обладает преимуществами спокойной и кипящей сталей:
- слитки не имеют концентрированной усадочной раковины (обрезь головных частей слитков при прокатке составляет 5…6 %)
- химическая неоднородность слитка резко не выражена
Дефекты стальных слитков
1. Ликвация - неоднородность сплава, образующаяся при кристаллизации слитка.
Дендритная ликвация – неоднородность в пределах одного кристалла (дендрита). Приводит к появлению в стали полосчатой структуры при прокатке, что вызывает анизотропию свойств стали: пластические свойства в направлении, поперечном прокатке, значительно ниже, чем в продольном.
Зональная ликвация – неоднородность состава стали в различных частях слитка. Ухудшает качество слитка и может привести к отбраковке металла вследствие отклонения его свойства от заданного. Наибольшей склонностью к зональной ликвации обладают сера, фосфор и углерод. В верхней части слитка за счет конвекции жидкого металла содержание этих элементов увеличивается в несколько раз, а в нижней уменьшается.
2. Усадочные раковины
3. Осевая рыхлость – скопление мелких усадочных пустот в осевой зоне слитка,
Ухудшает макроструктуру прокатанных изделий;
4. Заворот корки – образование на поверхности зеркала металла пленки окислов, неметаллических и шлаковых включений, которая потоком металла заносится в его объем.
При прокатке в месте заворота корки возникают дефекты – раковины, ухудшающие качество изделий.
5. Горячие трещины, образующиеся вследствие торможения усадки слитка в изложнице.
6. Подкорковые газовые пузыри, возникающие вследствие чрезмерной смазки рабочей поверхности изложниц.
Приводят к образованию при прокате мелких трещин – волосовин.
IV. КЛАССИФИКАЦИЯ СТАЛЕЙ
Стали являются основными и наиболее распространенными сплавами для изготовления деталей конструкций, инструмента.
Стали подразделяются:
По способу выплавки:
- мартеновская (МСт3)
- электросталь (выплавлена в электродуговых печах и еще Э50 – не видела, придумала, примера не было),
- конверторная (выплавлена в кислородно-конверторных печах К50 - аналогично).
По способу придания формы и размеров:
- литая (стальное фасонное литье),
- катаная (прокат различного профиля: пруток, лента, лист и др.),
- кованая (поковки свободной ковки и штамповки).
По способу раскисления при выплавке:
- кипящая (кп),
- спокойная (сп),
- полуспокойная (пс).
По назначению:
- конструкционные,
- инструментальные,
- стали специального назначения.
По химическому составу:
- углеродистые,
- легированные.
По качеству:
- стали обыкновенного качества (в начале марки буквы Ст: Ст 0), (содержание до 0.06% серы и до 0,07% фосфора), (Могут быть только углеродистые и обозначаются только Ст)
- качественные (нет специальных обозначений: 30), (до 0,035% серы и фосфора каждого отдельно) (Могут быть и легированные. Если на конце нет А или –Ш (см. ниже) говорить при расшифровке «качественная»)
- высококачественные (в конце марки буква А: У11А), (до 0.025% серы и фосфора)
- особовысококачественные (в конце марки буква Ш через тире: 30ХГС−Ш). К особовысококачественным сталям относятся стали электрошлакового переплава. (до 0,025% фосфора и до 0,015% серы)
Качество стали определяется количеством вредных примесей.
Вредные примеси:
Фосфор (0,05-0,015 %).
Вызывает хладноломкость - охрупчивание при низких температурах, уменьшая пластичность стали (склонен к ликвации на границах зерен).
Сера (0,04-0,025 %).
Вызывает красноломкость - хрупкость при горячей обработке давлением (причина: сера нерастворима в железе и образует с ним химическое соединение FeS). Сера снижает пластичность и вязкость стали, а также приводит к
Относятся к наиболее вредным примесям, поэтому их содержание регламентируется стандартами. Их основным источником является исходное сырье – чугун.
Кислород.
Азот.
Снижают вязкость и пластичность стали, так как загрязняют ее хрупкими неметаллическими включениями.
Водород.
Вызывает охрупчивание стали и приводит к образованию внутренних трещин – флокенов.
Вывод: все вредные примеси в той или иной степени охрупчивают сталь, снижая прочность.
Полезные примеси (технологические добавки) (обычно не более 1 %):
марганец,
Увеличивает прокаливаемость (возможную глубину закаленного слоя) сталей, уменьшает вредное влияние серы.
кремний,
Упрочняют железо. Марганец и кремний вводят в сталь при раскислении.
хром.