

Определение размеров соединения с призматической шпонкой
d=50 мм – диаметр вала;
b=14 мм – ширина шпонки;
h=9 мм – высота шпонки;
Smin=0,4 мм – фаска;
S1max=0,4 мм – радиус закругления r или фаска;
l=36…160 – интервал длин шпонки;
t1=5,5+0,2 мм – глубина шпоночного паза с отклонением по валу;
t2=3,8+0,2 мм – глубина шпоночного паза с отклонением по втулке;
Назначение посадки для заданного диметра
Для
заданного диаметра назначена посадка
Выбор посадок шпонки в пазы валы и втулки
Предельные отклонения шпонки
-на
ширину шпонки

-на
высоту шпонки

-на
длину шпонки

-на
длину паза под шпонку на валу

Посадка шпонки в пазы вала и втулки производится по системе вала.
Изделие – редуктор мундштучной стержневой машины, поэтому тип производства – серийный. Шпонка нормальная, так как шпонка расположена на ступени вала, следовательно, характер шпоночного соединения –нормальное.
Принимаем по
[1,табл.3.2]: паз вала - )
;паз втулки -
)
;паз втулки -

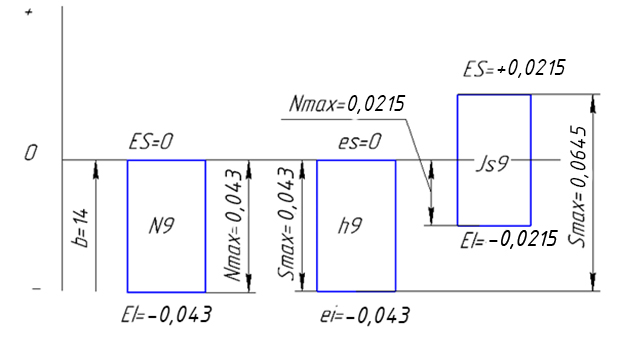
Рис 3.1.1 Схемы расположения полей допусков на размер b = 14
Расчет допусков взаимного расположения шпоночного паза
Т//= 0,5Т9 = 0,0215 мм, округляем до Т//= 0,02 мм.
Т≡ =2Т9 = 0,086 мм (для одной шпонки), округляем до Т≡= 0,08 мм.
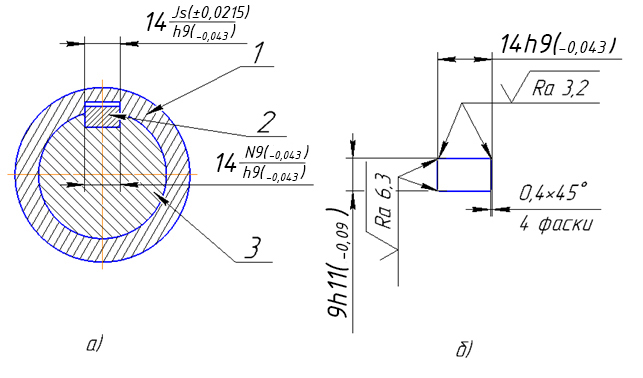
Рис 3.1.2 Выполнение шпоночного соединения:
а - поперечное сечение в сборе (1 - втулка; 2 - шпонка; 3 - вал);
б - сечение шпонки
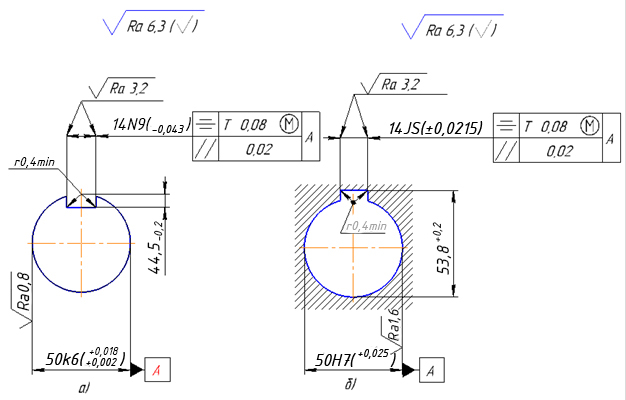
Рис 3.1.3 Поперечные сечения:
а – вала (шпоночный паз исполнения 3); б – втулки
Нормирование точности шлицевых соединений
Таблица 3.2.1
Карта исходных данных шлицевого соединения
Наименование исходных данных |
Исходных данных |
z × d × D , мм |
6 × 26 × 30 |
Соединение работает: с реверсом с вращением в одну сторону |
Вращение в одну сторону |
Соединение вдоль оси: подвижное неподвижное |
неподвижное |
Шлицы в отверстии втулки: закалены незакаленны |
Не закалены |
Определение параметров шлицевого соединения.
z = 6 мм - количество шлиц;
d = 26 мм - внутренний диаметр шлиц;
D = 30 мм - наружный диаметр шлиц;
b = 6 мм - шлиц;
c = 0,2+0,2 мм - фаска;
r = 0,2 мм - радиус закруглений.
Шлицевое соединение 6 × 26 × 30 относится к легкой серии ГОСТ 1139.
Выбор вида центрирования, назначение посадок.
В зависимости от условий работы механизма (неподвижное, отсутствие реверса) и закалки шлиц выбираем вид центрирования шлицевого соединения и назначаем посадки по ГОСТ 1139-80. Выбираем центрирование по D, так как шлицы не закаливаются и соединение неподвижное.
Соединение вдоль оси недвижное, назначаем посадки на элементы шлицевого соединения:
- по внутреннему
диаметру d:
 -
посадка предпочтительная;
-
посадка предпочтительная;
-
по внешнему диаметру D:
 ;
;
-
по ширине b:
 - посадка предпочтительная.
- посадка предпочтительная.
Таким образом, условная комплексная запись шлицевого соединения будет иметь вид:

Строим схемы
расположения полей допусков и рассчитываем
предельные значения зазоров и натягом. 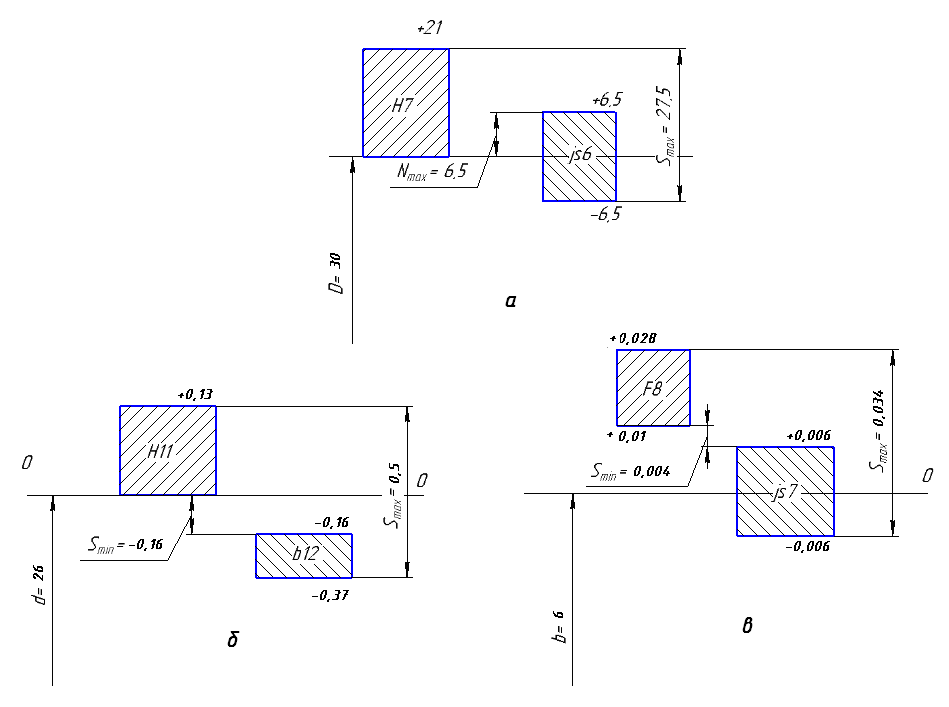
Рис 3.2.1 Схемы расположения полей допусков:
а-расположения полей допусков по внутреннему диаметру D; б- расположения полей допусков по внешнему диаметру d; в-расположения полей допусков по ширине b.
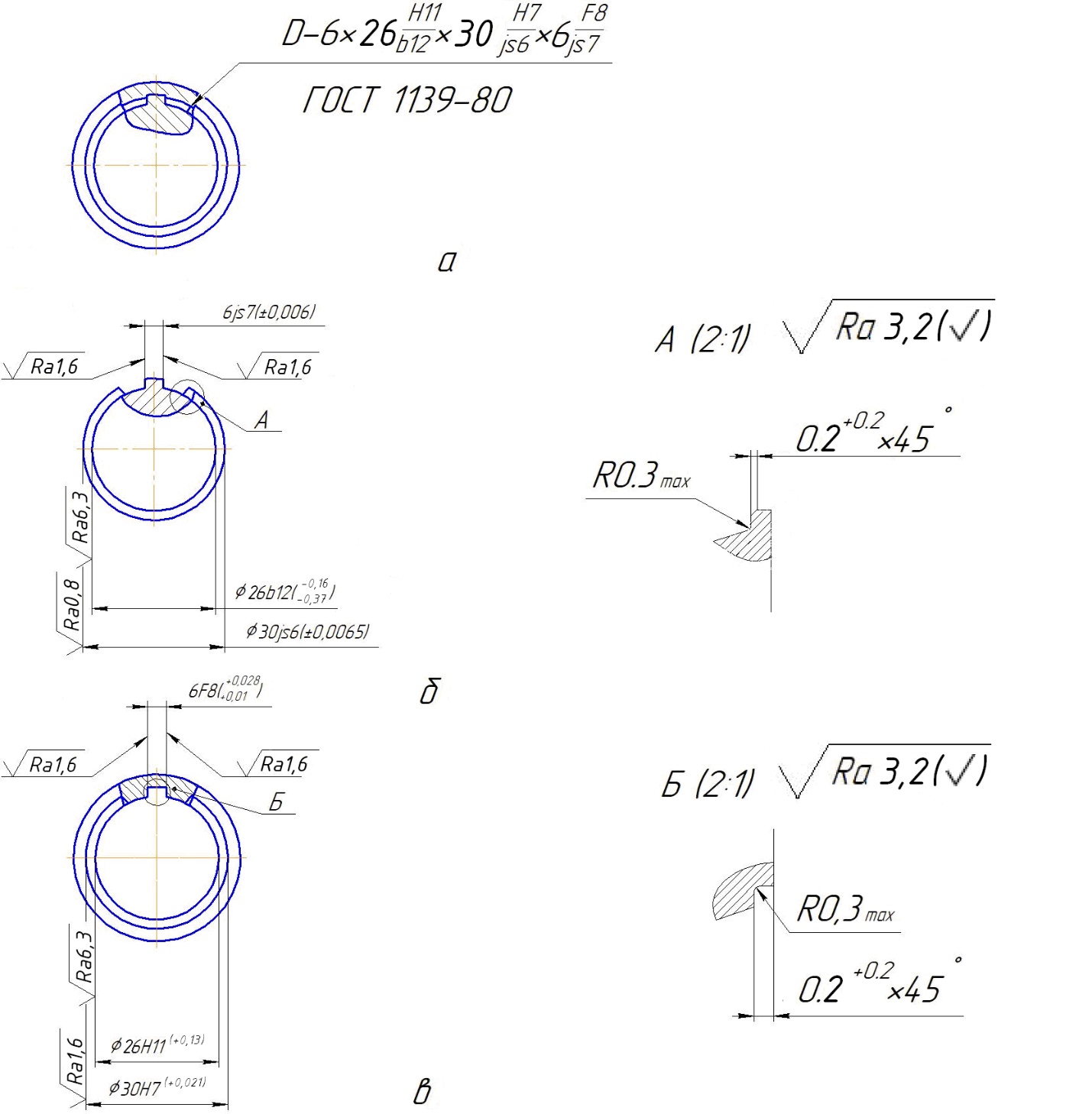
Рис 3.2.2 Оформление поперечных сечений шлицевого соединения:
а – шлицевое соединение в сборе; б – сечение вала; в – сечение втулки.
.