5. Назначение и обоснование посадок шпоночного соединения и его контроль
Задание выполняется в соответствии с вариантом, приведенным в [6, с. 9; 7].
Исходные данные [7, с.17, вариант 45, часть 4]:
чертеж редуктора изображен в [7, рис. 5];
номер позиции шпонки (обозначение) в [7, рис. 5 – 15];
номинальный размер соединения (ширина шпонки) – 12 мм;
контролируемая деталь (контроль размеров шпоночного паза) – вал;
метод контроля – комплексный.
По справочнику [10, с. 271, табл. 4.64] определяем основные размеры шпоночного соединения:
ширина шпонки (b) – 12 мм;
высота шпонки (h) - 8 мм;
интервал размеров вала, соответствующий номинальному размеру шпонки 12х8 мм, - «Св. 38 до 44 мм» (принимаем диаметр вала d = 40 мм);
глубина паза на валу (t1) – 5 мм;
глубина паза во втулке (t2) – 3,3 мм;
размер (d - t1) – 35 мм (предельное отклонение размера – (-0,2) мм [9, с. 719, табл. 3]);
размер (d + t2) – 43,3 мм (предельное отклонение размера – (+0,2) мм [9, с. 719, табл. 3]);
длину шпонки (l) принимаем равной размеру диаметра вала – 40 мм.
1. Устанавливаем и обосновываем тип шпоночного соединения.
Заданное шпоночное соединение применяется в коробке скоростей фрезерного станка [7, с. 16, рис.5]. Производство фрезерных станков – серийное. По рекомендациям, приведенным в справочнике [10, с. 273, табл. 4.65], тип шпоночного соединения для серийного и массового производства соответствует нормальному соединению.
2. Назначаем поля допусков и квалитеты для деталей, входящих в соединение.
2.1. Ширина шпонки
– 12![]() [10, с. 273, табл. 4.65].
[10, с. 273, табл. 4.65].
2.2. Паз вала – 12![]() [10, с. 273, табл. 4.65].
[10, с. 273, табл. 4.65].
2.3. Паз втулки –
12![]() [10, с. 273, табл. 4.65].
[10, с. 273, табл. 4.65].
П
24
2.4. Схема полей допусков.
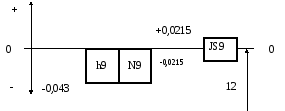
h9 -
поле
допуска на ширину шпонки.
N9 -
поле допуска на ширину паза вала.
JS9 -
поле допуска на ширину паза втулки.
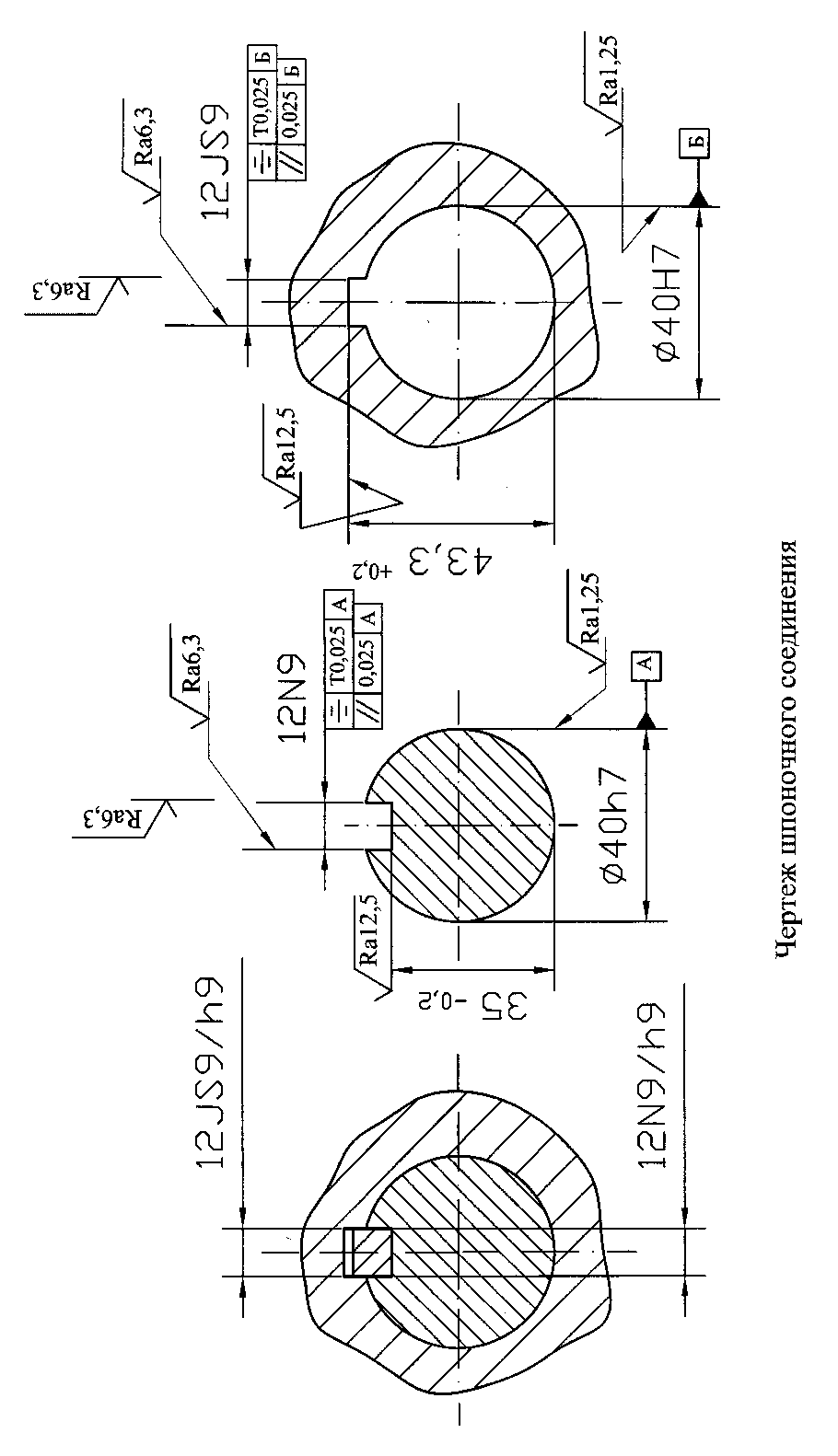
3. Вычерчиваем в масштабе (поперечный разрез) общий вид шпоночного соединения, вал и втулку с указанием номинального размера по ширине шпоночных пазов, основного отклонения, квалитета и предельных отклонений, а также шероховатости, допусков формы и расположения поверхностей.
4. Назначаем средства для контроля шпоночного паза вала.
4.1. Контроль шпоночных соединений в серийном и массовом производстве осуществляется специальными предельными калибрами - ширина паза вала и втулки (b) проверяется пластинами, имеющими проходную и непроходную стороны [10, с. 288].

4.2. Контроль глубины паза вала (размер t1) осуществляется кольцевыми калибрами, имеющими стержень с проходной и непроходной ступенью [10, с. 289].
25





4.3. Симметричность
паза вала относительно осевой плоскости
проверяют комплексными калибрами –
накладной призмой с контрольным стержнем
[10, с. 289].
4.4. Определяем
допуск для знаков “отклонение от
симметричности” и “отклонение от
параллельности” (допуск составляют
60% от допуска размеров
Допуск размера
TD12JS9
= ES
– EI
= 0,0215 – (- 0,0215) = 0,043 мм.
Допуск размера
TD12N9
= ES
– EI
= 0 – (- 0,043) = 0,043 мм.
Допуск для знаков
“отклонение от симметричности” и
“отклонение от параллельности”
Т÷
= Т=
= 0,6TD12JS9
= 0,6·0,043 = 0,0258 мм.
Принимаем Т÷
= Т=
= 0,025 мм (см. чертеж шпоночного соединения).
![]() и
и
![]() ).
).![]()
![]()
26
27