

3. Определение форматов элементов издания
3.1 Определение оптимального формата печатного листа и формата будущего издания
По заданию формат издания не дан, поэтому рассчитываем его из максимальных размеров печатных листов машин. В курсовом проекте даны две печатные машины: Heidelberg PM 74-2 и Komori S228 c максимальным размером печатного листа: 530×740 мм и 520×720 мм соответственно.
Из предложенных поставщиком форматов бумаги выбираем оптимальный вариант с минимальным количеством отходов при последующей разрезке. Для печатных машин Komori S228 и Heidelberg PM 74-2 таковым является формат 700×1000 мм, состоящий из 2 частей формата 500×700 мм (рис. 1). Данный формат был выбран из расчета минимизации технологических отходов, поэтому машинное направление печатного будет совпадать с направлением загрузки бумаги в печатной машине.

Рис. 1.
Схема раскроя листа бумаги: МН — машинное направление
Схема монтажа оптимальных форматов печатных листов для машин Komori S228 и Heidelberg PM 74-2 представлена на рис. 2 и на рис. 3. На рис. 2 и рис. 3 отмечены размер максимального формата печатного листа (500×700 мм), размеры полос, предназначенных для захвата грейферами, полос с контрольными шкалами, метками и припусками на подрез. Величину полос, предназначенных для захвата грейферами, принять 15 мм, величину полос с контрольными шкалами — 10 мм, величину подреза — 2 мм, величина шкалы контрольных меток — 5 мм.
Контрольные шкалы предназначены для оценки равномерности подачи краски печатными секциями по всей ширине оттиска, растискивания (оптического и механического), качества воспроизведения мелких элементов, а также оценки наличия различных дефектов (скольжение, дробление). Полоса с метками (кресты совмещения и метки реза) предназначена для контроля совмещения цветов по всем красочным секциям, а также для быстрого определения дообрезного формата.
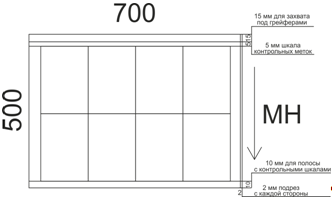
Рис. 2.
Схема монтажа оптимального формата: МН — машинное направление
Выбираем из таблицы 1 Приложения 2 (ГОСТ 5773-90) максимальный обрезной формат издания, который будет соответствовать минимальному количеству отходов бумаги при размещении дообрезного формата издания на формате печатного листа 496×696 мм. В результате расчета экономичным форматом является формат 170×240 мм, как для печатной машины Komori S228 с отходами бумаги в 7%, так и для печатной машины Heidelberg PM 74-2 также с отходами бумаги в 7%. На рис. 3 представлена схема раскроя оптимальных форматов бумаги.
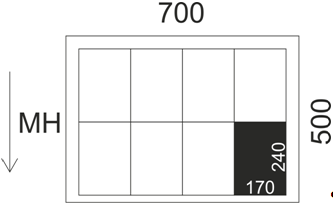
Рис. 3.
Схема выбора формата печатного листа: МН — машинное направление
Оптимальный формат будущего издания — 170×240 мм, а формат бумажного листа — 70×100/16.
3.2 Определение форматов форзаца и нахзаца
Размеры форматов форзаца и нахзаца определяются послеобрезными размерами полосы (170×240 мм):
шф = 2×170 = 340 мм
вф = в = 240 мм
где ш — ширина обрезного блока, в — высота обрезного блока.
При раскрое форзацной бумаги необходимо учитывать требуемые свойства форзаца: прочность и долговечность. Вследствие этого форзацная бумага раскраивается так, чтобы машинное направление отлива совпадало с направлением сгиба листа.
Из форматов бумаги, поставляемых поставщиком, выбираем формат 720×1040 мм, который делим на 2 части. В итоге получается формат 520×720 мм, который минимизирует технологические отходы. Для печати выбираем печатную машину Komori S228.
На рис. 4 показана схема выбора формата печатного листа и расположение дообрезного формата форзаца 520×720 на нем. Таким образом, число форзацев, получаемых из 1 листа бумаги будет 4 шт, а количество отходов для данного формата — 12%.
Схема монтажа печатного листа для форзаца и нахзаца представлена на рис. 5. На ней отмечены размеры полос, предназначенных для захвата грейферами, полос с контрольными шкалами, метками и припусками на подрез. Величину полос, предназначенных для захвата грейферами, принять 15 мм, величину полос с контрольными шкалами — 10 мм, величину подреза — 2 мм, а величина полосы с метками — 5 мм.
Контрольные шкалы предназначены для оценки равномерности подачи краски по всей ширине оттиска, растискивания (оптического и механического), качества воспроизведения мелких элементов, а также оценки наличия различных дефектов (скольжение, дробление).
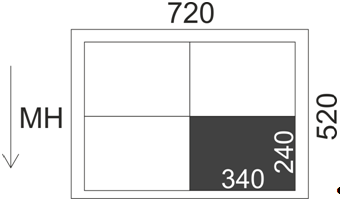
Рис. 4.
Схема раскроя оптимального печатного формата: МН — машинное направление
Полоса с метками (кресты совмещения и метки реза) предназначена для контроля совмещения цветов по всем красочным секциям, а также для быстрого определения дообрезного формата.
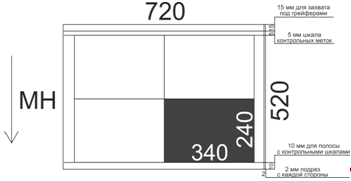
Рис. 5
Схема монтажа печатного листа для форзаца и нахзаца:
МН — машинное направление