

Министерство высшего образования Российской Федерации
ФГАОУ ВПО «УрФУ имени первого Президента России Б.Н.Ельцина»
Кафедра «Турбины и двигатели»
Лабораторная работа №1
«Облопачивание роторов и дисков»
Преподаватель Новиков В. А.
Студент Угрюмов Н. А.
Группа ЭН-591101
Екатеринбург 2013
Оглавление
1.Облопачивание с конструкцией пазов и хвостовиков Т-образной формы. 3
2.Облопачивание лопаток и дисков с гребнями и вильчатыми хвостовиками. 7
3.Облопачивание с пазом у хвостовика лопаток с ёлочным профилем. 10
4.Установка ленточных бандажей. 11
5.Установка и крепление демпферной проволоки. 12
Облопачивание с конструкцией пазов и хвостовиков т-образной формы.
Вид паза и хвостовика.
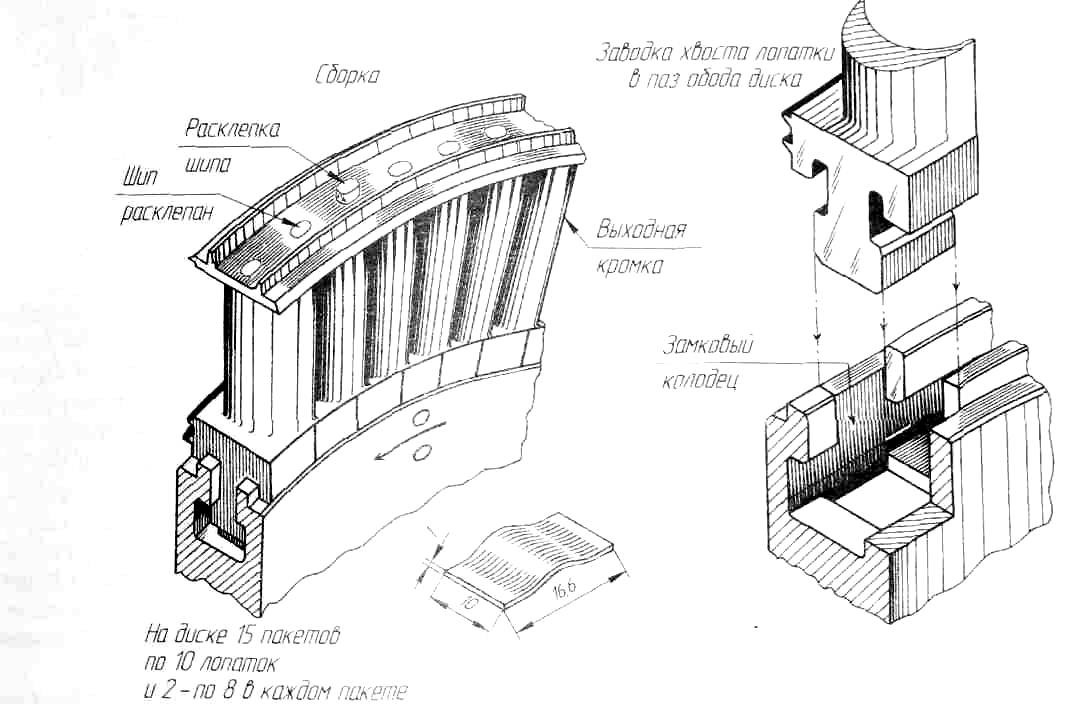
Расположение колодцев для заводки лопаток.

Процесс облопачивания и наборки лопаток.
Процесс облопачивания заключается в соединении элементов ротора и статора с лопатками. Посадку лопаток с Т-образным хвостовиком производят при их продвижении по пазу по всей длине окружности. Для их заводки делают два замковых колодца, в которых в дальнейшем устанавливают и закрепляют замковые лопатки. Лопатки набирают без их продвижения по пазу, но с поворотом, и закрепляют замковой вставкой. В процессе облопачивания производиться также крепление бандажей проволоки и бандажных лент. При облопачивании необходимо обеспечить выполнение всех работ в соответствии с техническими требованиями.
Основные из них:
- при соединении хвостовиков лопаток с пазами ротора рабочего колеса или детали статора зазоры натяги должны строго соответствовать заданным размерам;
- необходимо обеспечить плотное прилегание хвостовиков лопаток между собой, а при наличии промежуточных вставок – их прилегание к хвостовику лопаток;
Для облопачивания дисков и роторов турбин рабочее колесо подвешивают на специальной оправке, а ротор – на приспособлении, при помощи которого в процессе облопачивания осуществляется вращение ротора. Перед облопачиванием проверяют состояние поверхностей замковых колодцев. Посадочное место в рабочем колесе и роторе смазывают дисульфидом молибдена. Проверяют соответствие величин зазоров между хвостовиком и пазом зазоров между хвостовиком и гребнями рабочего колеса. Лопатки должны плотно прилегать к пазу. Посадка лопаток в пазу должна быть плотной, без качения. Лопатки должны перемещаться в пазу от легкого удара молотка массой 300 г через медную оправку. Возможно применение пневматических молотков с медными вставками.
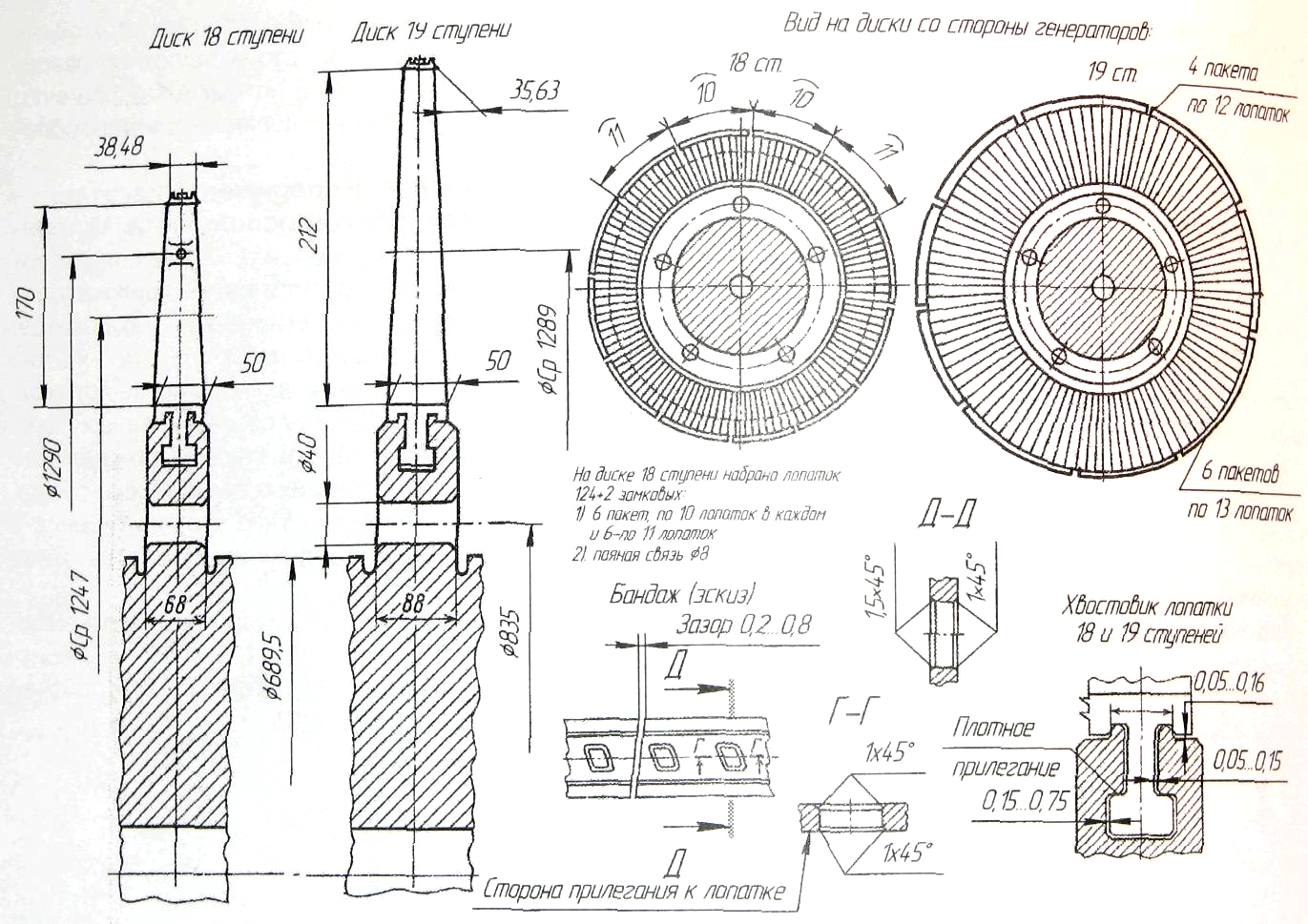
Наборку лопаток производят с двух сторон по направлению от замкового колодца к середине. Если это предусмотрено, под лопатки устанавливают пружины. Лопатки должны плотно прилегать одна к другой, пластину щупа толщиной 0,05 мм между лопатками не должна проходить. Необходимо следить за строгим соблюдением шага лопаток и ширины в горловом сечении. Для получения плотного прилегания лопаток осуществляют обработку наружной радиальной поверхности хвостовика лопатки или промежуточного тела. При плоских радиальных поверхностях пригонку хвостовиков можно вести только по пояскам длиной 10-15 мм, допуская в середине зазор, равный 0,00-0,05 мм. При опиливании не должны быть нарушены величина радиального угла и шаг между лопатками. Ширину между двумя лопатками в горловом сечении проверяют специальными калибрами. Проверку радиального положения коротких лопаток постоянного сечения производят с помощью универсального шаблона, а длинных лопаток переменного сечения – специальными шаблонами. Допускаемые отклонения у верхнего конца лопатки в зависимости от ее длины составляют (±0,5-2,0) мм. Аксиальное положение лопаток определяют при измерении линейкой расстояния от ступицы рабочего колеса до лопаток. Допускаемое отклонение лопатки от аксиального положения (±2,0 1,5) мм в зависимости от длины лопаток.
В процессе наборки лопаток вблизи замковых колодцев измеряют участок обода и подчитывают число лопаток, которое можно разместить на этих участках. Призамковая лопатка до установки замковой лопатки должна свисать над замковым колодцем примерно на величину а=2,5 мм, а после установки замковой лопатки – на величину а=1,5 мм. При необходимости спиливают с хвостовиков нескольких лопаток слой металла, равный 0,1 мм. Одновременно проверяют фактическое число лопаток на диске. Разница между числом лопаток, указанным на чертеже, и фактическим не должно превышать 2%.
Крепление замковых лопаток.
Крепление замковых лопаток с Т-образными пазами производят заклепками. В дисках и роторе сверлят, развертывают и зенкуют отверстия под заклепки. Сверление отверстий в дисках цельнокованых роторов производят специальными угловыми дрелями через кондукторы вручную или на станке.
Рис.
226. Т-образные хвостовики.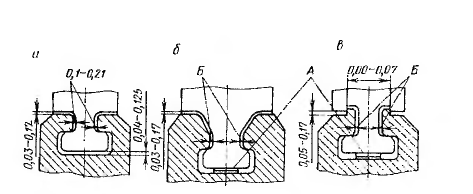
После облопачивания рабочие колеса и ротор передают для проведения виброиспытаний.
Контрольно-измерительные инструменты.
Для устранения дисбаланса следует развеску лопаток производить на моментных весах.
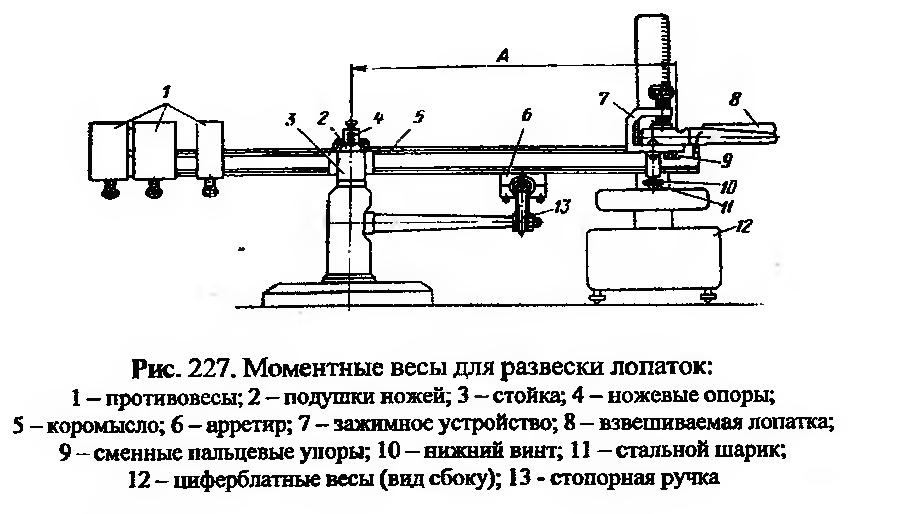
На коромысле 5 весов укреплены ножевые опоры 4. Подушки ножей 2 установлены на стойке 3. На конце, правого плеча коромысла имеется зажимное устройство 7 со сменными пальцевыми упорами 9 для установки и зажима хвостовика взвешиваемой лопатки 8. Длина правого плеча А равна радиусу гребня диска ротора, на котором крепится лопатка. На левом плече установлены противовесы 1, в нижней части которых имеются стопорные винты. Под нижним винтом 10 зажимного устройства 7, в головку которого закатан стальной шарик 11, расположена тарелка циферблатных весов 12. Справа под коромыслом размещен арретир 6. При повороте ручки 13 весы стопорятся. После закрепления эталонной лопатки в зажимное устройство передвижением противовесов 1 по левому плечу коромысла доводят отклонение стрелки циферблатных весов до половины шкалы и закрепляют противовесы.
Проверка радиального положения лопаток постоянного сечения производится с помощью универсальной радиальной линейки (рис. 228, а), а длинных лопаток переменного сечения — специальными шаблонами. Допускаемые отклонения, в зависимости от длины у верхнего конца лопатки составляют от ±0,5 до ±2,0 мм. Радиальная линейка позволяет проверить положение кромки лопатки, определяемое по чертежу облопачивания.
Проверка аксиального положения лопаток от ступицы диска производится аксиальной линейкой (рис 228, б). Чертилка линейки выставляется по минимальному предельному размеру, максимальное отклонение контролируется с помощью щупа. Щуп толщиной, равной допуску, не должен проходить между лопаткой и чертилкой.
Ширину между двумя лопатками проверяют специальными калибрами.
Определение толщины замковых лопаток производится при помощи специальных клиньев, которые забиваются в замковые колодцы между призамковыми лопатками до полного уплотнения лопаток и достижения требуемой величины свисания призамковых лопаток над колодцами. Положение клина после забивки до отказа отмечают риской. Затем клин вынимают. По фактическим размерам клина изготавливают замковую лопатку с припуском 0,1 – 0,15 мм в тангенциальном направлении, и зазором 0,05 – 0,1 мм в осевом направлении. Замковую лопатку устанавливают на место сильным ударом молотка.

Слесарный инструмент используемый при облопачивании.
Для облегчения процесса облопачивания применяют пневматический молот с медными вставками.
Сверление отверстий в дисках цельнокованых роторов производится специальными угловыми дрелями через кондукторы вручную или на станке. Для развертывания применяют специальные развертки и трещетки.