

Облопачивание с пазом у хвостовика лопаток с ёлочным профилем.
Конструкция хвостовика и паза.
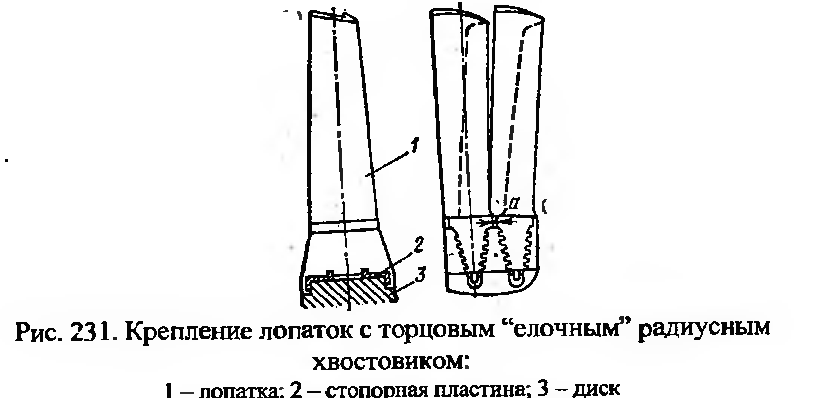
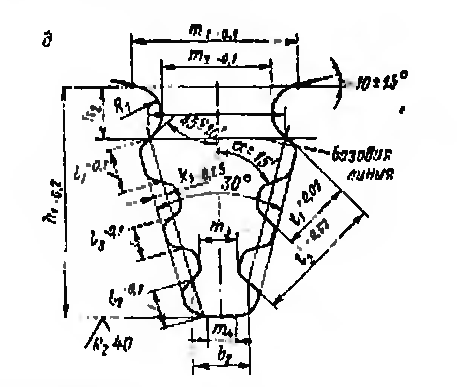
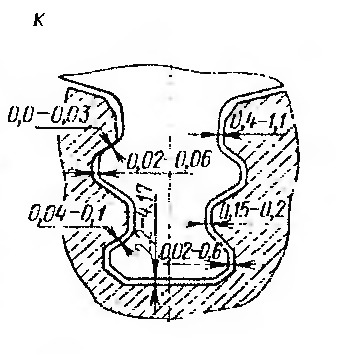
Рис. 232. Профиль ёлочного хвостовика.
Процесс наборки лопаток.
Для
облопачивания диск укрепляют на оправке,
пригодной для проведения статической
балансировки. Оправку устанавливают
на специальной стойке с вкладышами.
После тщательной очистки пазов диска
заводят поочередно лопатки в осевом
направлении в каждый паз диска. Диск
поворачивают так, чтобы лопатка находилась
в нижнем положении. Лопатку расклинивают
и проверяют величину зазора между
хвостовиками и пазами. Припиливание
пазов и хвостовиков лопаток не допускается.
Между лопатками должен быть минимальный
зазор
 .
.
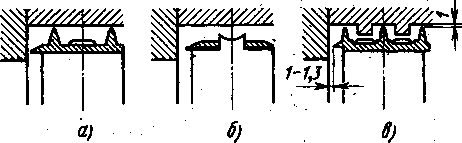
После расклинивания измеряют зазор между лопаткой 1 и дном паза диска 3 и подбирают стопорные пластины 2, которые должны быть больше замеренного зазора на а = 0,03-0,04 мм для обеспечения натяга (рис.231). Лопатки заводят на место с загнутыми пластинками с внутренней стороны ударами пневмолотка с медной оправкой. В пазу диска, предназначенного для установки балансировочного груза, укрепляют шаблоны, по которым производят проверку радиального и аксиального положения лопаток. Размеры в горловом сечении между соседними лопатками проверяют калибрами. Одновременно проверяют частоту колебаний набранных лопаток и при необходимости заменяют стопорные пластины.
По мере наборки лопаток протягивают демпферную проволоку. Для установки последней лопатки проволоку перемещают по окружности. Загибку стопорных пластин производят с наружной стороны диска. После окончания работы проверяют отсутствие трещин.
Для предотвращения от дальнейшего перемещения производят загибку концов сегментов проволоки. Крепление демпферной проволоки из титана производят наплавкой бобышек по концам сегментов. В некоторых конструкциях применяют трубчатые связи. После окончания облопачивания производят статическую балансировку рабочего колеса с установкой балансировочных грузов.
Слесарный инструмент.
Для облопачивания диск укрепляют на оправке, пригодной для проведения статической балансировки. Оправку устанавливают на специальной стойке с вкладышами.
Контрольно мерительный инструмент.
Размеры в горловом сечении между соседними лопатками проверяют калибрами.
Установка ленточных бандажей.
Назначение и конструкция.
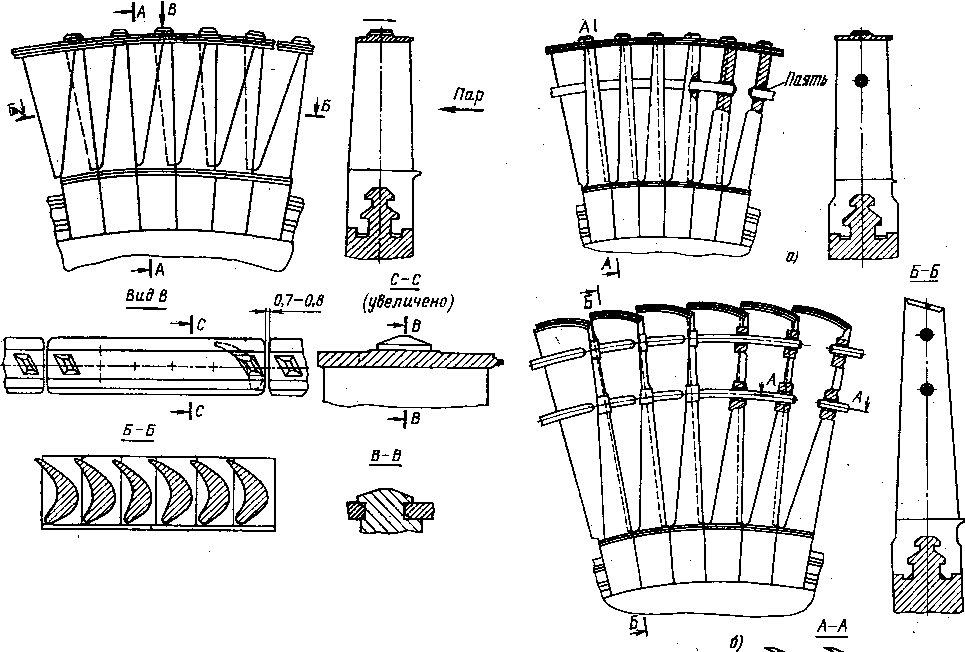
Сегменты бандажей связывают несколько лопаток в пакет. Число лопаток в пакете, связанных одним бандажным сегментом, составляет 5-20.
4.2.Процесс установки бандажных лент.
Процесс установки бандажных лент начинают с разметки отверстий. Необходимо строго следить за положением замковой лопатки, которая должна быть расположена на середине сегмента. Между сегментами должны быть зазоры.
В бандажной ленте производят штамповку отверстий. После пробивки отверстий в сегменте бандажей штампуют фаски или обрабатывают их специальными фрезами.
Отверстия для круглых шипов можно выполнить сверлением, а фаски – зенкованием. Фаски с внутренней стороны необходимы для исключения подрезания галтелей шипов, а с наружной стороны – для расклепки шипов.
Мерительные инструменты.
Разметку производят при помощи специального угольника, который прикладывают к бандажной ленте, уложенной на лопатках.

Слесарные инструменты.
Штамповку отверстий в бандажной ленте производят прессом. Для каждого вида бандажной ленты закрепляют соответствующий штамп, состоящий из пуансона и матрицы. После пробивки отверстий в сегменте бандажей штампуют фаски или обрабатывают их специальными фрезами, укрепленными в пневмомашине.
Зенкование - способ обработки конических поверхностей (фасок) центровых отверстий в деталях перед установкой их на центрах для дальнейшей обработки или перед сборкой. Зенкование осуществляют на сверлильных, специальных центровочных станках центровочными свёрлами и зенковками - режущий инструмент. Фаски с внутренней стороны необходимы для исключения подрезания галтелей шипов, а с наружной стороны – для расклепки шипов.
Расклепку шипов производят вручную, ударами молотка через специальные чеканки и обжимки, обеспечивающие образование заданной чертежной формы головки шипа.
Расклепку шипов также можно производить на специальных станках или специальными механизированными приспособлениями. Обработку сегментов бандажей отдельных облопаченных дисков производят на карусельном станке.