

Министерство образования и науки Российской Федерации
ФГАОУ ВПО «Уральский Федеральный Университет имени первого Президента России Б.Н.Ельцина»
Кафедра «Турбины и двигатели»
Лабораторная работа № 3
«Узловая сборка элементов паровых турбин»
Преподаватель Новиков В. А.
Студент Угрюмов Н. А.
Группа ЭН – 591101
Екатеринбург 2013
Оглавление
|
1. Сборка клапанов……………………………………………………................... |
стр. 3 |
|
2. Сборка подшипников………………………………………………................... |
стр. 3 |
|
3. Сборка диафрагм в обоймы……………………………………………………. |
стр. 6 |
|
4. Сборка ЦВД……………………………………………………………………... |
стр. 8 |
|
5. Шабровка сопрягаемых поверхностей……………………………................... |
стр. 9 |
|
6. Используемые механизмы и приспособления……………………................... |
стр. 10 |
Сборка клапанов.
Важным моментом при сборке стопорных и регулирующих клапанов является проверка плотности посадки клапанов на седлах, легкости хода и величины требуемых зазоров в соединениях. При сборке и установке кулачкового распределительного устройства проверяют зазоры между роликами рычагов и кулачками вала, величины зазоров в сопряжении зубчатого сектора и рейки.
Сборка подшипников.
Регулирующий вкладыш регулируется с помощью прокладок, которые опираются на подушки, расположенные под углом 120°. При центровке вкладышей необходимо:
совместить ось ротора с осью, проходящей через центр контрольных расточек корпуса турбины;
обеспечить прилегание наружной опорной поверхности вкладыша к соответствующим расточкам корпуса турбины или подшипника;
создать равномерное прилегание шейки ротора к внутренней поверхности вкладыша по всей длине;
обеспечить равномерные зазоры между вкладышем и шейкой ротора;
создать необходимый натяг между вкладышем и крышкой корпуса подшипника.
Для проверки центровки вкладыша необходимо установить вкладыш в расточку и уложить на него калибровочный вал. Затем измерить положение вала относительно контрольных расточек. Для исправления центровки необходимо изменить толщину прокладок под подушками, выбрав необходимую. При подсчете толщины прокладок необходимо учитывать угол между центральной осью прокладки и горизонтальным разъемом. Далее проводят проверку положения опорных шеек ротора по вкладышам. Прилегание должно идти по некоторой дуге по всей длине шейки. Сбоку и сверху должны быть необходимые зазоры. Измерение верхнего зазора осуществляют с помощью отпечатков. Для этого на шейку ротора укладывают легко деформируемую проволоку, пластилин и т. д., закрывают верхнюю половину вкладыша, затем ее убирают и измеряют толщину отпечатка. Для проверки натяга между крышкой подшипника и вкладышем на горизонтальный разъем устанавливают мерные пластины или куски свинцовой проволоки. На верхнюю подушку можно установить проволоку. Затем закрывают и обтягивают крышку подшипника, после чего ее снимают и производят сравнение полученных результатов.
Установка и центровка опорных вкладышей
Опорные подшипники должны обеспечивать совпадение оси ротора турбины с осью корпуса, а также отвод тепла от шеек ротора, образующегося при работе турбины в результате трения и нагрева от близко находящихся горячих частей корпуса.
Методы центровки вкладышей подшипников зависят от их конструкции. В турбиностроении применяются три вида вкладышей: цилиндрические нерегулируемые (жесткие), цилиндрические регулируемые и шаговые самоустанавливающиеся.
Жесткие цилиндрические вкладыши по своей конструкции исключают возможность радиального перемещения относительно корпуса подшипника. В случае необходимости радиальное перемещение осуществляется перемещением всего корпуса подшипника или сносом оси расточки вкладыша по отношению к наружным посадочным местам. Центровка жестких цилиндрических подшипников состоит из пригонки наружных посадочных мест вкладышей к расточке корпуса турбины, шабровки вкладыша по баббиту и проверки прилегания баббита к шейкам ротора.
Жесткие нерегулируемые вкладыши применяют во вспомогательных механизмах, судовых турбинах и стационарных турбинах малой мощности.
В турбостроении широкое применение нашли цилиндрические регулируемые вкладыши. При центровке перемещение ротора в необходимом направлении относительно оси расточек под уплотнения осуществляются смещением нижней половины вкладыша в расточке при изменении толщины прокладок под опорные подушки. Для удобства измерений при центровке вкладышей пользуются калибровым валом, который изготовляют с шейками, равными диаметру шеек ротора турбин.
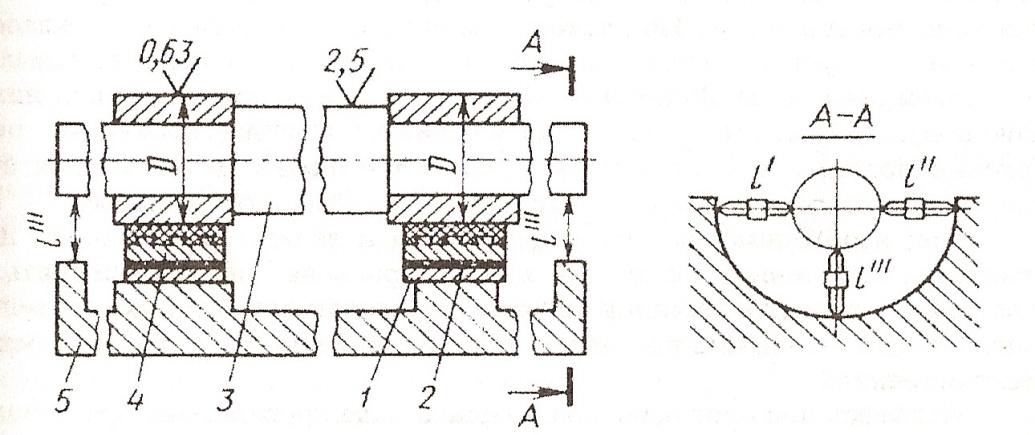
Рис. 1. Центровка вкладышей при помощи калибрового вала:
1 - подушка; 2 - прокладка; 3 - калибровый вал; 4 - нижняя половина вкладыша; 5 - корпус цилиндра или подшипника
К изготовлению калибрового вала предъявляются высокие требования. Статический прогиб вала должен быть близок к статическому прогибу ротора. Биение по индикатору середины вала относительно его шеек не должно превышать 0,02 мм.
Центровка вкладыша осуществляется следующим образом. На расточки корпуса турбины или подшипника 5 наносят тонкий слой краски и опускают в них нижние половины вкладышей 4. При опускании разъем вкладыша должен сохранять параллельность разъему корпуса. При перемещении вкладыша на 5-10° проверяют прилегание подушек 1 вкладыша к расточке и при необходимости пришабривают их. Прилегание должно составлять 80-85 % опорной поверхности.
На вкладыши устанавливают калибровый вал 3 и на верхнюю часть шейки наносят тонкий слой краски. Производят измерения расстояний от вала до крайних расточек под масляные или паровые уплотнения в трех измерениях микрометрическим нутромером или специальным мостиком со штихмасом. Одновременно щупом проверяют величину боковых зазоров, которые должны быть одинаковыми. Вал поворачивают и после его подъема проверяют прилегание баббита вкладыша к шейкам вала. Если расстояния от вала до расточек в трех измерениях равны между собой (вкладыши прилегают к шейкам вала по всей длине, а подушки - к расточкам), то на этом центровка считается законченной. Точность центровки задается допустимой разницей замеров.
При необходимости изменения центровки вкладышей в вертикальной плоскости следует изменить толщины прокладок под нижними подушками. При таком расположении подушек и прокладок под ними следует учитывать, что при изменении центровки в вертикальном положении на величину п необходимо толщину прокладки под нижнюю подушку изменить на такую же величину, а толщину прокладки под боковые подушки изменить на величину т, где a - угол расположения боковых подушек относительно вертикальной оси вкладыша.
При необходимости перемещения вала и вкладыша в боковом направлении на величину к следует с одной стороны вкладыша уменьшить, а с другой - увеличить толщину боковых прокладок под подушки на величину k'. Толщина прокладки под нижнюю подушку при этом остается постоянной.
После замены прокладок под подушки надо проверять их прилегание к расточкам корпуса подшипника по краске и при необходимости произвести исправление центровки с повторной проверкой. Для исключения повторной пригонки подушек целесообразно установить под боковые подушки специальные клиновые прокладки, толщина которых обусловлена перемещением вкладыша в вертикальной плоскости.
Для обеспечения плотного прилегания подушек к расточке корпуса после проверки их прилегания к расточке по краске толщину прокладки под нижней подушкой уменьшают на 0,05-0,07 мм. После укладки ротора на вкладыши нижняя подушка прижимается к расточке массой ротора и вкладыш надежно опирается на две боковые подушки. Окончательную проверку центровки вкладышей производят после установки ротора . Величину зазора между шейкой ротора 4 и верхней половинкой 3 вкладыша определяют при помощи свинцовых проволок, которые укладывают на шейке ротора 4 в двух точках и на разъеме вкладыша. После прижатия верхней половины вкладыша к нижней 2 ее снимают и измеряют толщину оттисков свинцовых проволок 7, которая определяет величину верхнего зазора.
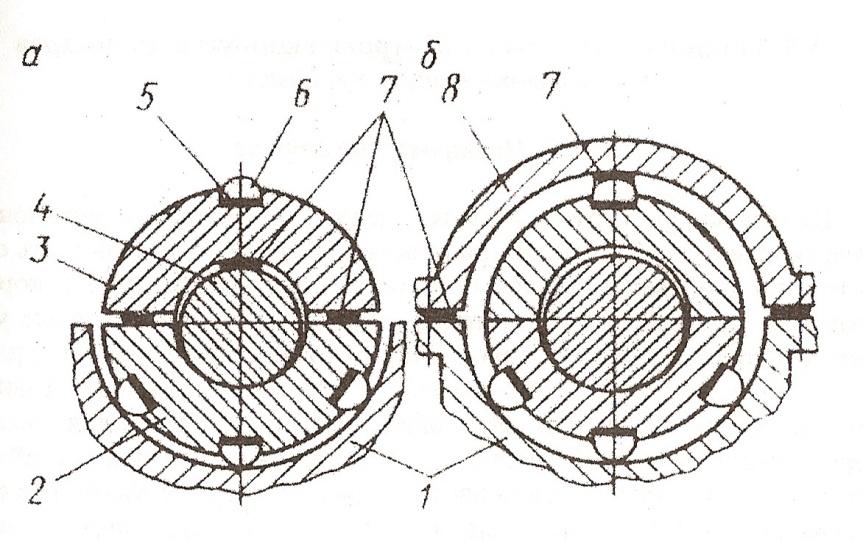
Рис. 2. Схема измерения зазоров по вкладышам: а - верхнего (между вкладышем и шейкой ротора); б - натяга (между вкладышем и крышкой корпуса подшипника); 1 - корпус цилиндра или подшипника; 2 - нижняя половина вкладыша; 3 - верхняя половина вкладыша; 4 - шейка ротора; 5 - прокладка; 6 - подушка; 7 - свинцовая проволока; 8 - крышка подшипника.
Верхний зазор определяется как разность между толщиной деформированной свинцовой проволоки 7, уложенной на шейке ротора 4, и полусуммой толщины деформированных проволок, уложенных на разъеме вкладыша. Для определения натяга между вкладышем и крышкой подшипника 8 на нижнюю половину 2 вкладыша, размещенного в корпусе подшипника 1, устанавливают ротор 4 и верхнюю половину 3 вкладыша. На верхней подушке 6 и разъеме корпуса подшипника размещают свинцовую проволоку 7. Крышку подшипника 8 прижимают к разъему его корпуса, после чего снимают крышку подшипника и замеряют толщину деформированных проволок. Величина натяга определится разностью между толщиной деформированной проволоки 1, уложенной на верхнюю подушку 6, и полусуммой толщины деформированных проволок, размещенных в разъеме корпуса подшипника.
Обычно величину натяга принимают равной 0,12-0,15 мм. Под каждую подушку устанавливают не более двух стальных прокладок. Заключительной операцией по центровке вкладышей является пригонка стопорных шайб, фиксирующих вкладыши от проворачивания.
В некоторых конструкциях вкладышей натяг создается дополнительно прижатием к расточке нижней половины вкладыша прижимными пластинами.
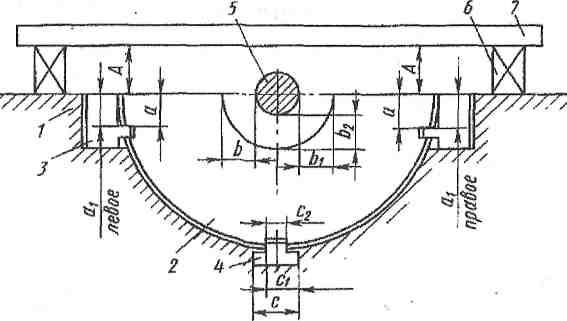
Рис. 3. Схема центровки обоймы диафрагм с помощью калибрового вала: 1 - корпус турбины; 2 - нижняя половина обоймы; 3 - лапки; 4 - шпонка; 5 - калибровый вал; 6 - призмы; 7 – линейка