

Министерство образования и науки Российской Федерации
Федеральное государственное автономное образовательное учреждение
высшего профессионального образования
«Уральский федеральный университет
имени первого Президента России Б.Н. Ельцина»
Кафедра «Металлорежущие станки и инструменты»
Курсовая работа по «Выбору режима резания»
по дисциплине «Резание материалов»
Выполнил: Бабраков А.И.
гр. М-300201
Проверил: Ничков А.Г.
Екатеринбург
2013
СОДЕРЖАНИЕ
1.Введение (Последовательности расчета) ………………………………………….3
2.Точение ………………………………………………………………………………4
3.Сверление …………………………………………………………………………...11
4.Фрезерование………………………………………………………………………..15
5.Шлифование…………………………………………………………………………20
6.Вывод……………. ...………………………………………………………….…….23
7.Список литературы …………………………………………………………………24
1.Введение.Обоснование последовательности расчета элементов режима резания
Параметры режима резания – скорость резания V, подача S и глубина резания t в одинаковой степени влияют на объем металла, срезаемого в единицу времени (Q = VSt). Однако они по-разному влияют на стойкость режущего инструмента
 ,
где
,
где
СТ, n, yT, xT – эмпирический коэффициент и показатели степени. При этом
n > yT > xT
Таким образом, наибольшее влияние на стойкость и износ инструмента оказывает скорость резания и наименьшее – глубина резания, поэтому скорость рассчитывается после назначения глубины резания и подачи.
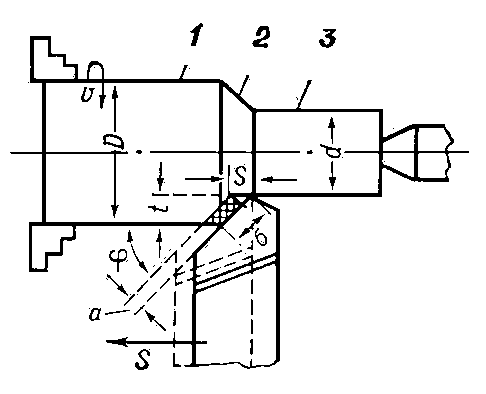
2. Точение
На
токарно-винторезном станке модели 16К20
обрабатываются шейки вала диаметром

 до
до
 на
длине
на
длине .
Длина вала
.
Длина вала
 .
Способ крепления трех кулачковый патрон
с поджатием торца центром.
.
Способ крепления трех кулачковый патрон
с поджатием торца центром.
Сталь
40 ХГТ

 .
.
Шероховатость

 .
.
Точность

 .
.
Паспортные данные токарно-винторезного станка 16К20.
Высота
центров,
 215
215
Расстояние
между центрами,
 до
2000
до
2000
Мощность
двигателя,
 11
11
КПД
станка  .
.
Частота вращения шпинделя, об/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600.
Продольные подачи, мм/об: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,36; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8.
Поперечные подачи, мм/об: 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4.
Максимальная осевая сила резания, допускаемая механизмом подачи.
 .
.
1. При назначении элементов режимов резания учитываем характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
Элементы режима резания обычно устанавливают в следующем порядке:
а) глубина резания;
б) подача;
в) скорость резания;
г) стойкость;
д) сила резания.
2. Выбор режущего инструмента
Для
обтачивания шеек вала из стали 40ХГТ
принимаем токарный проходной резец
прямой правый с пластиной из твердого
сплава Т15К6, (толщина пластинки твёрдого
сплава

 ;
сечение державки
;
сечение державки
 ,
,
 [4,
стр. 45]; вылет резца
[4,
стр. 45]; вылет резца
 [4,
стр. 45]).
[4,
стр. 45]).

Форма
передней поверхности радиусная с фаской;
геометрические параметры режущей части
резца:





 .
.
3. Выбор параметров режима резания.

Глубина резания.

Подача, допустимая прочностью державки резца, рассчитывается по формуле
где
 ‑ поправочный коэффициент
‑ поправочный коэффициент
 ‑поправочные
коэффициенты учитывающие влияние
соответственно механических свойств
обрабатываемого материала, главного
угла в плане, переднего угла, радиуса
при вершине угла, угла наклона главной
режущей кромки [6, стр. 430, табл. 9, 10 ,23].
‑поправочные
коэффициенты учитывающие влияние
соответственно механических свойств
обрабатываемого материала, главного
угла в плане, переднего угла, радиуса
при вершине угла, угла наклона главной
режущей кромки [6, стр. 430, табл. 9, 10 ,23].
 ,
,
 ,
, ,
,

 –допустимое
напряжение на изгиб материала державки
резца, МПа [3, стр. 86];
–допустимое
напряжение на изгиб материала державки
резца, МПа [3, стр. 86];
 ,
,
 ,
, –
эмпирические коэффициенты и показатели
степеней в
–
эмпирические коэффициенты и показатели
степеней в
формуле
 [6, стр. 273];
[6, стр. 273];

Подача, допускаемая жесткостью державки определяется, по формуле
 ‑допускаемая
величина прогиба резца, для чистовой
обработки
‑допускаемая
величина прогиба резца, для чистовой
обработки

 ;
;
Е – модуль упругости материала державки;

Подача, допустимая твердостью твердосплавной пластины.
При черновой обработке резцами, оснащенными пластинками из твердого сплава, подача часто ограничивается прочностью этой пластинки:
 .
.
Подача, допустимая прочностью механизма подач станка, рассчитывается по формуле:
 мм/об,
(9)
мм/об,
(9)
где
 – максимально–допустимое усилие подачи
по паспорту станка, Н.
– максимально–допустимое усилие подачи
по паспорту станка, Н.
 .
.
Подача, допустимая заданной шероховатостью обработанной поверхности, определяется по формуле:
 мм/об
(12)
мм/об
(12)
где
 – высота
микронеровностей, мкм;
– высота
микронеровностей, мкм;
 –радиус
при вершине резца в плане, мм;
–радиус
при вершине резца в плане, мм;
 ,
,
 ,
, ,
, ,
, – эмпирические коэффициент и показатели
степеней (табл. 5).
– эмпирические коэффициент и показатели
степеней (табл. 5).

Подача, допустимая заданной точностью обработки, вычисляется из выражения:

где
 – жесткость станка (D
– жесткость станка (D –
максимальный диаметр обрабатываемой
детали по паспорту станка);
–
максимальный диаметр обрабатываемой
детали по паспорту станка);

 –жесткость
детали;
–жесткость
детали;
 –диаметр
детали, м;
–диаметр
детали, м;
 –коэффициент,
определяющий жесткость закрепления
детали (консольно в патроне с поджимом
задним центром – А = 110);
–коэффициент,
определяющий жесткость закрепления
детали (консольно в патроне с поджимом
задним центром – А = 110);
 –длина
детали, м;
–длина
детали, м;



 –жесткость
резца;
–жесткость
резца;
 –величина
поля допуска выполняемого размера, мм;
–величина
поля допуска выполняемого размера, мм;
 –коэффициент,
определяющий допустимую долю погрешности
обработки (
–коэффициент,
определяющий допустимую долю погрешности
обработки ( );
);



Подача не должна превышать ни одну из рассчитанных выше подач. Она подбирается из ряда подач, имеющихся на выбранном станке.
В
соответствии с паспортными данными
станка принимаем

 .
.
Стойкость
инструмента:
 .
.
Скорость резания, допускаемая материалом резца

где
 ;
; ;
; ;
; .
[6. стр. 269, табл. 17].
.
[6. стр. 269, табл. 17].
Поправочный коэффициент для обработки резцом с твердосплавной пластиной

где
 ,
, ;
; [6.
стр. 262, табл. 2].
[6.
стр. 262, табл. 2].

 ;
;
 ;
; ;
; [6. стр. 263-271, табл. 5, 6, 18],
[6. стр. 263-271, табл. 5, 6, 18],
тогда


 .
.
Частота вращения, соответствующая найденной скорости резания

 .
.
Корректируем частоту вращения шпинделя по паспортным данным станка

 .
.
Действительная скорость резания
 .
.
Элементы срезаемого слоя

 ;
;

 .
.
4 .Сила резания.


Мощность резания.
Вычислим требуемую мощность, затрачиваемую на обработку заготовки детали по формуле:

 .
.
Вычислим
мощность на шпинделе
 .
и сопоставим с затрачиваемой мощностью
на обработку заготовки,
.
и сопоставим с затрачиваемой мощностью
на обработку заготовки,
 .
.

 .
.
Следовательно, станок не лимитирует выбранного режима резания.
5. Основное время

где
 - длина рабочего хода, мм;
- длина рабочего хода, мм;
 - количество проходов.
- количество проходов.

где
 - размер обрабатываемой поверхности в
направлении подачи;
- размер обрабатываемой поверхности в
направлении подачи;
 -
величина врезания;
-
величина врезания;

 -
величина перебега.
-
величина перебега.


 .
.