4.Выбор положения отливки.
Положение отливки в форме выбираем горизонтальное. Такое расположение отливки обеспечивает удобство изготовления и сборки формы. Вся отливка расположена в нижней опоке во избежание перекосов и других дефектов, поверхность разъема плоская. Этот способ расположения отливки обеспечит равномерное и направленное отвердевание (начнется в более тонких местах, постепенно распространится на более толстые и закончится в прибыли, установленной на самой массивной части), хорошую вентиляцию полости формы и спокойное заполнение ее расплавом, исключающее разрушение струей металла участков формы и стержня.
Разъем модели формы

Рис.4.1.
5.Припуски на механическую обработку и технологические припуски. Технологические припуски.
Технологические припуски применяются для упрощения и облегчения процесса изготовления отливки. К ним относятся формовочные уклоны, напуски, приливы, усадочные ребра и стяжки, галтели. В данной отливке предусмотрены следующие технологические припуски.
Формовочные уклоны служат для удобства извлечения модели из формы без разрушения ее.
Напуск служит для упрощения изготовления отливки и назначается взамен элементов, которые не выполняются при литье. В качестве напуска для изготовления данной отливки принимаем
два отверстия диаметра 40мм;
упрощаем внутреннюю поверхность отливки, диаметр стержня принимаем наименьшим (с учетом припуска на механическую обработку).
Припуски на механическую обработку
Припуски на механическую обработку назначают на поверхностях отливки, на которых такая обработка предусмотрена чертежом детали.
Допуск–это разность между наибольшим и наименьшим предельными размерами.
Припуск–слой отливки, предназначенный для удаления режущим инструментом.
Номинальным размером является расстояние между обработанной поверхностью и базой ее механической обработки. При обработке поверхностей вращения номинальным размером является их диаметр.
Назначим припуски на все поверхности отливки, они указаны в табл.5.1.
Поверхности 4,5,6 не подлежат механической обработке, поэтому припуски на эти поверхности не назначаются (Рис.5.1.).
Таблица 5.1.
Припуски на механическую обработку
|
Поверхность |
Класс точности/ряды припусков |
Допуск, мм |
Припуск, мм |
|
1 |
11/4 |
5.0 |
7.5 |
|
2 |
11/4 |
5.0 |
7.5 |
|
3 |
11/4 |
5.0 |
7.0 |
Припуски на механическую обработку

Рис.5.1.
6.Выбор стержней.
Для получения крупных отверстий и полостей в отливке применяют стержни. Места соединения литейной формы со стержнем называют знаковыми частями. Их функция заключается в обеспечении правильного и устойчивого положения стержней в форме.
Размеры знаков имеют важное технологическое значение. Они определяются удобством сборки формы, требованием точной фиксации стержня, а также с учетом действующих на стержень усилий при заливке.
Стержень для формирования отливки используется один. Он необходим т.к. повышает точность изготовления внутреннего меньшего диаметра отверстия детали, экономит материал, уменьшает объем механической обработки.
Таблица 6.1
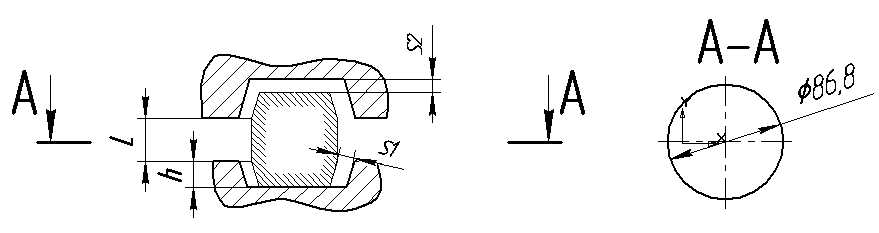
Стержень
|
Длина части стержня участвующей в формировании детали, L мм |
Длина знака h, мм |
Зазор S1, мм |
Зазор S2, мм |
|
120 |
не более 35 |
1,2 |
1,1 |