

Федеральное агентство по образованию
ФГАОУ ВПО «Уральский федеральный университет имени первого президента России Б. Н. Ельцина»
Кафедра «Машиностроения»
Разработка технологического процесса изготовления чугунной отливки литьём в разовые песчаные формы.
Пояснительная записка.
ММ-110602
Преподаватель: Жуков Ю.Н.
Студент: Лапин А. Д.
Екатеринбург 2011г.
Содержание
Анатация……………………………………………………………………………………………………..3
Группу сложности чертежа детали…………………………………………………………….3
Формовочная смесь для чугунной отливки………………………………………………..4
Класс точности размеров и ряд припусков на механическую обработку…5
Допуски размеров отливок…………………………………………………………………………6
Формовочные уклоны…………………………………………………………………………………7
Стержень……………………………………………………………………………………………………..8
Ледниковая система……………………………………………………………………………………9
Линейная усадка серого чугуна………………………………………………………………..10
Литейная форма………………………………………………………………………………………..10
Формулы и расчёты…………………………………………………………………………………..11
Вывод…………………………………………………………………………………………………………13
Список литературы……………………………………………………………………………………14
Анатация
Пользуясь основными приёмами разработки практической технологии литья, разработаем литейную одноразовую форму для отливки данной детали. Сделав все предварительные расчёты и рассчитав усадку изделия, выпор и все припуски, можем задать необходимые размеры на отливку удовлетворяющую ГОСТу.
Группу сложности чертежа детали.
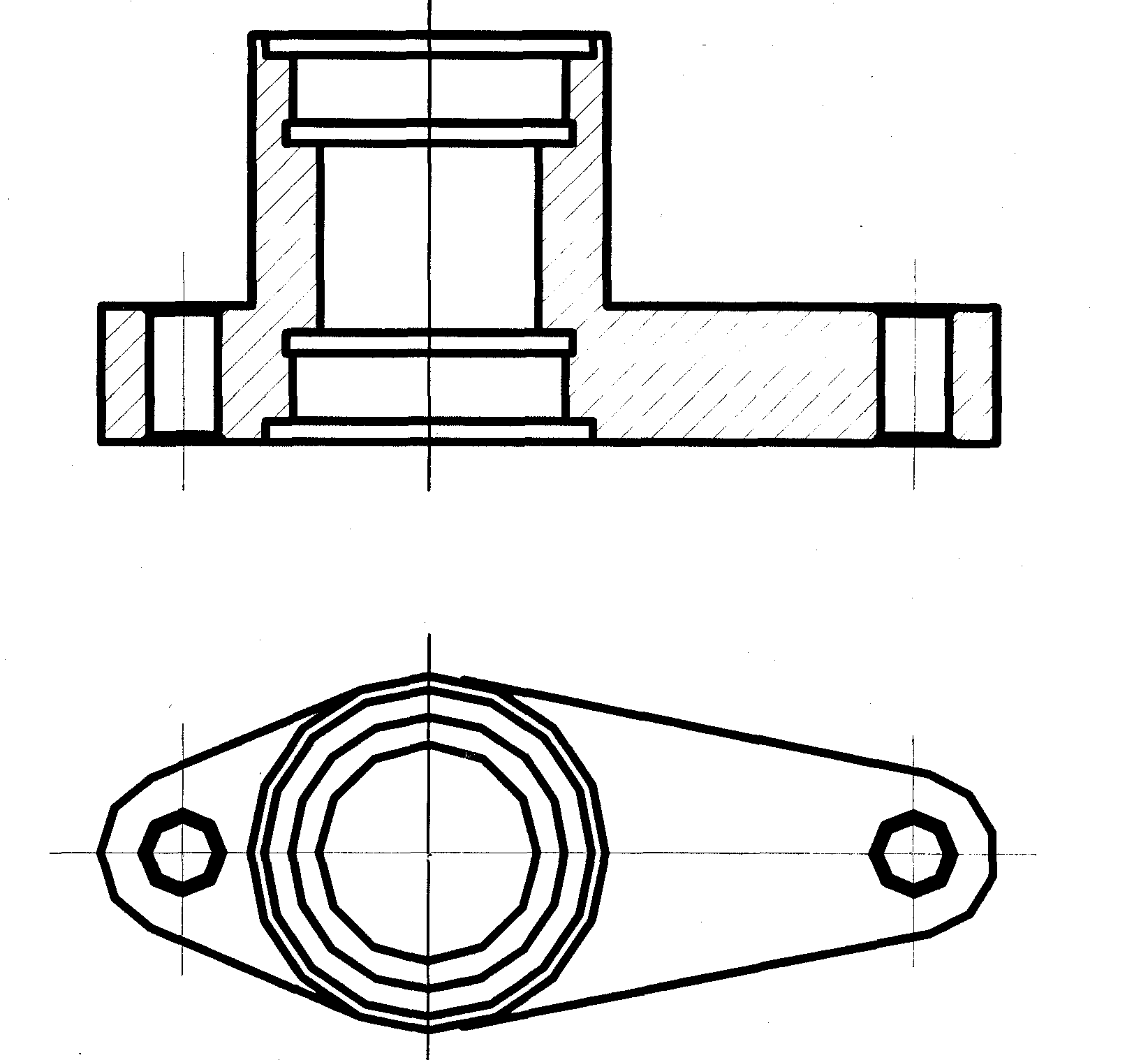
Сложность конфигурации полученной детали определили по индивидуальным особенностям каждой из пять групп. Данная нам деталь принадлежит ко второй группе. Вторая группа содержит несложную конфигурацию состоящую из простых элементов и стержня, выбранного лишь для центрального отверстия. Остальные два отверстия будут получены фрезой, так как их диаметр крайне мал. При её изготовлении мы будем использовать стержень взятый в соответствии с ГОСТ 3606-80.
 Формовочная
смесь для чугунной отливки.
Формовочная
смесь для чугунной отливки.
Смесь |
Масса отливки, кг |
Толщина стенки отливки мм |
Состав смеси % |
Зерновой состав песка |
||||
Отработанная смесь |
Каменноугольный порошок |
Глина |
Свежий материал |
|||||
Для формовки по сырому |
до 20 |
До10 |
78-59 |
2-3 |
8-10 |
20-38 |
016А,01А, |
|
Основными материалами для изготовления формовочных смесей являются бывшая в употреблении формовочная смесь (горелая) и свежие добавки — песок, глина, вода и специальные присадки. Песок берём в соответствии таблице представленной выше. Зерновой, или гранулометрический, состав песка характеризуется содержанием в нем зерен различной крупности и определяется просеиванием средней пробы через сита. Набор стандартных сит для просеивания песка включает сита с отверстиями 10; 5; 2,5; 1,25; 0,63; 0,315 и 0,16 мм. Данная смесь, имеет ряд свойств необходимых нам для качественной отливки.
Газопроницаемость данной формовочной смеси при заданных пропорциях составляет 25-35 (ст. ед.). Влажность смеси в процентах 4,5-5,5. Придел прочности в кПа 29-49.
Класс точности размеров и ряд припусков на механическую обработку.
Ковкий, высокопрочный и легированный чугун. Способ его литья |
Наибольший габаритный размер отливки, мм |
Класс точности размеров отливки и ряды припусков |
Литьё в песчаные формы, отвердждаемые вне контакта с оснасткой, центробежное, сырые и в сухие песчано-глинистые формы. |
До 630
|
|

Внешнее очертание и конфигурацию литой детали упрощаем с целью лёгкого извлечения полученной заготовки из песчаной формы. Оставляем только одно основное отверстие. Отверстия под крепёж и фаски получим при обработки заготовки. Не забывая сделать припуски на механическую обработку в (В) верхней и (Н) нижней части заготовки, предусмотренные стандартом .
Припуски на механическую обработку отливок из серого чугуна
по III классу точности в мм (ГОСТ 26645 – 85)
Поверхность отливки |
Выбранный класс точности размеров и ряд припусков |
Припуск, мм |
5-7 |
при заливке |
Верх Низ,бок |
5,5 4,5
|
1Т11и грубее 1Т9-1Т10 |
