

Razrabotka teh processa sborki
.pdfФедеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«Уральский государственный технический университет – УПИ»
Нижнетагильский технологический институт (филиал) УГТУ-УПИ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ ИЗДЕЛИЯ
Методические указания к комплексной лабораторной работе «Сборка изделий» для студентов всех форм обучения механических специальностей
Электронный аналог печатного издания
Нижний Тагил
2007
УДК 621.002.72 Р17
Авторы-составители: М. Н. Семиколенных, В. Ф. Пегашкин Научный редактор: доц., канд. техн. наук Т. М. Гаврилова
Разработка технологического процесса сборки изделия: метод.
указания к лабораторной работе / авт.-сост. : М. Н. Семиколенных, В. Ф. Пегашкин ; Нижнетаг. технол. ин-т (фил.) УГТУ-УПИ. – Нижний Тагил: НТИ (ф) УГТУ-УПИ, 2007. – 26 с.
Содержатся указания для выполнения лабораторных работ по разработке технологических процессов сборки узлов. Приводятся необходимые справочные данные.
Методические указания предназначены для студентов механических специальностей, изучающих технологию машиностроения.
Библиогр.: Табл. 9. Рис. 7. Прил.1.
Подготовлено кафедрой «Общее машиностроение».
ГОУ ВПО «Уральский государственный технический университет – УПИ»
Нижнетагильский технологический институт (филиал), 2007
М. Н. Семиколенных, В. Ф. Пегашкин, составление, 2007
2
ОГЛАВЛЕНИЕ |
|
ВВЕДЕНИЕ.......................................................................................................... |
4 |
1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ СБОРКИ....................... |
4 |
Методические указания................................................................................. |
4 |
Пример разработки схемы сборки................................................................ |
5 |
Порядок проведения работы......................................................................... |
6 |
Содержание отчета......................................................................................... |
8 |
2.РАЗРАБОТКА МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА СБОРКИ......................................................................................... |
8 |
Методические указания................................................................................. |
8 |
Пример маршрутного технологического процесса сборки узла............... |
9 |
Порядок проведения работы....................................................................... |
10 |
3. СБОРКА РЕДУКТОРА................................................................................. |
10 |
Методические указания............................................................................... |
10 |
Порядок проведения работы....................................................................... |
10 |
Содержание отчета....................................................................................... |
11 |
4. РЕШЕНИЕ СБОРОЧНЫХ РАЗМЕРНЫХ ЦЕПЕЙ................................... |
11 |
4.1. Методы максимума-минимума |
|
и регулирования с применением неподвижных компенсаторов............... |
11 |
Методические указания............................................................................... |
13 |
Порядок проведение работы....................................................................... |
13 |
Содержание отчета....................................................................................... |
16 |
4.2. Вероятностный метод.............................................................................. |
16 |
Методические указания............................................................................... |
17 |
Содержание отчета....................................................................................... |
19 |
ПРИЛОЖЕНИЕ................................................................................................ |
20 |
3
ВВЕДЕНИЕ
Целью лабораторных работ является ознакомление со структурой и методикой разработки технологического процесса сборки изделия.
Технологический процесс сборки – процесс, содержащий целенаправленные действия, связанные со сборкой изделия.
Сборочная операция – технологическая операция установки и образования соединений составных частей изделия.
В приложении приведены: основные признаки и группировка конст- руктивно-технологической классификации видов соединений и сборки, применяемой в машиностроении; классификация видов сборки; виды операций, входящих в состав технологических процессов сборки; перечень операций сборки; примеры записи операций и переходов слесарных и сле- сарно-сварочных работ; правила записи операций (переходов) сварки; примеры записи содержания операций (переходов) пайки и лужения; ключевые слова технологических переходов сборки и их коды.
1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ СБОРКИ
(лабораторная работа № 1) Задание: разработать технологическую схему сборки.
Методические указания
Последовательность общей сборки изделия и узловой сборки в наглядной форме представляют в виде технологических схем сборки. Технологическая схема сборки:
1.Отражает полную структуру и порядок комплектования изделия и его узлов во времени;
2.Служит первым этапом проектирования линии сборки;
3.Позволяет из множества вариантов сборки выбрать оптимальный вариант;
4.Способствует отработке изделия на технологичность;
5.Значительно упрощает проектирование всего технологического
процессасборки.
Разработка технологической схемы сборки начинается с определения базовой детали (или узла) и деления изделия на составные части.
На технологических схемах общей и узловой сборки каждый составной элемент (деталь, узел) обозначается прямоугольником, разделенным на три части (рис. 1).
4
1
2 3
Рис. 1. Обозначение составных элементов сборки:
1 – наименование элемента; 2 – номер, проставленный на чертежах и в спецификациях; если сборочная единица, перед номером ставят индекс «сб» (сборка);
3 – число элементов, устанавливаемых на данной операции
При составлении технологической схемы сборки необходимо руководствоваться следующим:
1.Схему строят в порядке выполнения последовательности сборки, которая начинается базовым элементом (деталь или составная часть изделия), а затем в порядке очередности выполнения процесса сборки изображают другие детали и узлы и заканчивается сборочной единицей (изделие или составная часть);
2.Последовательность сборки на схеме изображается горизонтально, начиная от базового элемента (узел, деталь) и последовательно к собранному изделию (узлу);
3.Над горизонтальной линией в порядке последовательности сборки располагают условные обозначения (прямоугольники) всех собираемых деталей, а под линией изображаются узлы, непосредственно входящие в изделие;
4.На технологические схемы наносят необходимые краткие надписи, поясняющие характер выполняемых технологических операций, если они не ясны из схемы. Например, установить по шаблону, запрессовать, сверлить, контролировать зазор и т.д.;
5.Над схемами делают краткие пояснительные надписи по выполнению дополнительных работ, например, разборка составных частей изделия в процессе его сборки и др.
Пример разработки схемы сборки
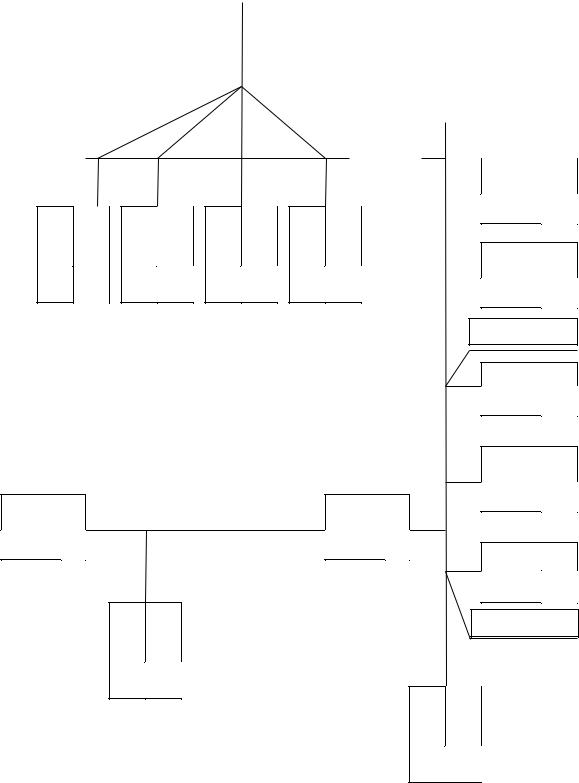
В качестве примера рассмотрим сборку узла (рис. 2). Технологическая схема сборочного процесса приведена на рис. 3.
5
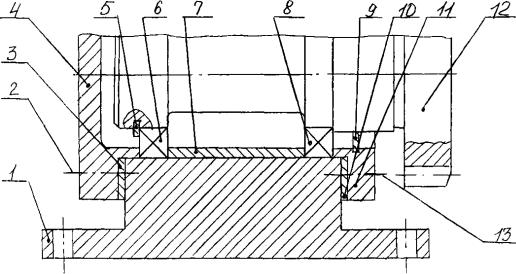
Рис. 2. Узел в сборе
Вал-шестерня 12 вращается в шарикоподшипниках 6 и 8, фиксируется от осевого перемещения разрезной шайбой 5 и распорной втулкой 7. В собранном виде вал-шестерня устанавливается в корпус 1 и закрепляется крышками 4 и 11. Кольцо 9, прокладки 3 и 10 предохраняют от утечки смазки.
Порядок проведения работы
1.Изучить методические указания.
2.Изучить сборочный чертеж изделия, спецификацию и технические требования.
3.Разработать технологическую схему сборки изделия (узла).
4.Оформить отчет.
6
|
|
|
Закрепитьть |
|
Смазать |
|
|
|
|
|
|
|
|
|
Корпус |
1 |
|
||||||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
1 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вал |
|
|
|
|
|
Вал |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
Сб.12 |
1 |
|
|
|
|
|
Сб.12 |
1 |
|
|
Прокладка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подшипник |
1 8 |
Втулка |
1 7 |
Корпус |
6 |
Шайба |
5 |
1 |
|
1 |
3 1
Крышка
4 1
закрутить
Винт
2 4
Крышка
11 1
Кольцо |
9 |
|
1 |
Рис. 3.
Прокладка
10 1
Крышка
Сб.11 1
Винт
13 4
закрутить
Узел |
Сб |
|
1 |
Технологическая схема сборки узла
7
Содержание отчета
1.Краткое описание изделия (узла).
2.Обоснование деления на узлы, которые могут собираться независимо друг от друга.
3.Технологическую схему сборки.
2.РАЗРАБОТКА МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА СБОРКИ
(лабораторная работа № 2)
Задание: разработать маршрутный технологический процесс сборки заданного изделия (узла).
Классификация операций, запись переходов, ключевые слова переходов приведены в приложении.
Методические указания
При составлении технологического маршрута сборки определяют последовательность выполнения технологических операций и средства технологического оснащения сборки.
На последовательность выполнения сборки оказывают влияние:
¾конструкция;
¾масса;
¾размеры;
¾тип производства;
¾программа выпуска
¾точность сборки и методы ее достижения;
¾степень расчлененности на отдельные узлы;
¾пригонка;
¾промежуточная разборка и сборка;
¾дополнительная обработка, контроль.
Основные этапы разработки технологического процесса сборки:
1.Анализ исходных данных;
2.Расчет такта и ритма сборки, определение типа производства и организационной формы сборки;
3.Выбор технологических баз и схем базирования, установление рациональных методов сборки;
4.Размерный анализ конструкции;
5.Разработка технологической схемы сборки изделия;
6.Разработка маршрутного технологического процесса сборки изделия;
7.Разработка технологических операций;
8
8.Нормирование технологического процесса сборки;
9.Расчет экономической эффективности;
10.Оформление технологической документации.
Общая сборка и сборка узлов начинается с установки на сборочном оборудовании базовой детали.
В первую очередь устанавливаются детали и узлы, выполняющие наиболее ответственные функции в изделии, они не должны мешать установке последующих деталей и узлов.
Последовательность сборки может быть разработана в нескольких вариантах. Наиболее рациональный выбирается на основе расчетов экономической эффективности.
Пример маршрутного технологического процесса сборки узла
Пример маршрутного технологического процесса сборки узла (рис. 2) приведен в табл. 1.
|
|
|
|
Таблица 1 |
|
|
Маршрутный технологический процесс сборки узла |
||||
|
|
|
|
|
|
Номер |
Наименование |
|
|
Оборудование |
|
опера- |
операции |
|
Содержание операции |
и инструмент |
|
ции |
|
|
|
|
|
|
|
1. |
Закрепить вал 12 в приспособление |
Приспособление для |
|
|
|
|
|
закрепления вала |
|
|
Сборка |
2. Смазать и запрессовать подшипник 8 |
Пресс гидравличе- |
||
005 |
вала |
|
|
ский |
|
3. |
Протереть и установить втулку 7 |
– |
|||
|
(сб. 12) |
||||
|
4. |
Смазать и установить подшипник 6 |
– |
||
|
|
||||
|
|
5. |
Установить шайбу 5 |
Оправка для уста- |
|
|
|
новки шайбы |
|||
|
|
|
|
||
|
Сборка |
1. |
Установить крышку 11 в приспособ- |
Приспособление |
|
|
ление |
для закрепления |
|||
010 |
крышки |
крышки |
|||
|
(сб.11) |
2. |
Установить кольцо 9 |
Оправка для уста- |
|
|
|
новки кольца |
|||
|
|
|
|
||
|
|
|
Закрепить корпус 1 |
Приспособление |
|
|
|
1. |
для закрепления |
||
|
|
|
|
корпуса |
|
|
|
2. |
Установить прокладку 3 |
– |
|
015 |
Сборка |
3. |
Протереть и установить крышку4 |
– |
|
|
|
Пневматическое |
|||
узла |
|
|
|||
|
|
|
устройство для од- |
||
|
|
|
Закрепить крышку винтами 2 |
||
|
|
4. |
новременного завер- |
||
|
|
|
|
тывания четырех |
|
|
|
|
|
винтов |
|
|
|
5. |
Установить вал сб.12 |
– |
|
9
|
|
|
|
Окончание табл. 1 |
|
|
|
6. |
Установить прокладку 10 |
|
– |
|
|
7. |
Установить крышку сб.11 |
|
– |
|
|
8. |
Закрепить крышку винтами 12 |
|
– |
020к |
Контрольная |
Проверить легкость вращения вала 12 |
|
– |
|
Порядок проведения работы
1.Выбрать технологическую оснастку для сборки изделия или узла.
2.Разработать маршрутный технологический процесс сборки изделия или узла (по указанию преподавателя).
3.Произвести однократную разборку и сборку изделия. При необходимости внести корректировку в маршрутный техпроцесс.
4.Оформить отчет.
3. СБОРКА РЕДУКТОРА
(лабораторная работа № 3)
Методические указания
Червячный редуктор, подлежащий сборке, состоит из картера, червяка, червячного колеса и других деталей (редуктор, чертеж редуктора, деталировка, спецификация выдаются на лабораторной работе). В редукторе используются роликовые подшипники класса точности О. Необходимое пятно контакта и осевые люфты обеспечиваются при помощи неподвижных компенсаторов.
До сборки изделия редуктор разбирают на детали и сборочные единицы: червяк с подшипниками, зубчатое колесо с валом и подшипниками и т.д.
Порядок проведения работы
Работу следует выполнять в такой последовательности:
1.Ознакомиться с чертежом и техническими условиями собираемого изделия.
2.Найти звенья сборочных размерных цепей. Для одной из цепей (по указанию) рассчитать размеры неподвижных компенсаторов. При расчете полагать, что охватываемые детали выполнены по H12, охватывающие – по h12. Предельные отклонения монтажной высоты конических роликовых подшипников 250 мкм. На основании расчета выбрать необходимый набор компенсаторов.
3.Составить технологическую схему сборки изделия.
4.Произвести сборку в соответствии с технологической схемой. До установки компенсаторов измерить зазоры между корпусом и крышкой. Выбрать из набора необходимый компенсатор и произвести окончательную сборку редуктора (кроме крышек).
10