

7.5.3. Экструзия
Значительная часть термопластичных полимеров перерабатывается в изделия методом экструзии с использованием экструзионных машин (червячных прессов) различных типов. При переработке гранулированных или порошкообразных термопластов экструдеры предназначаются для непрерывной пластикации и гомогенизации полимера, получения однородного расплава, перемешивания его и выдавливания через формующие головки в виде спрофилированного изделия. С помощью экструдеров наносят тонкослойные покрытия на бумагу, ткани, картон и изоляции на провода и кабели. Экструдеры применяются и для дегазации, окрашивания, обезвоживания, смешения, пластикации термопластов, реактопластов и эластомеров.
Непрерывность и высокая производительность процесса экструзии создают возможность максимальной автоматизации и поэтому червячные экструдеры – это один из наиболее распространенных и перспективных видов оборудования для переработки полимерных материалов.
Основные особенности экструзионной машины на примере одночервячного экструдера представлены на рис. 7.3.
|
а |
|
б |


Рис. 7.3. Одночервячный экструдер (а) и червяк (б):1 – двигатель; 2 – канал для охлаждения зоны бункера; 3 – канал для выхода расплава в профилирующую головку; 4 – нагреватели цилиндра; 5 – цилиндр; 6 – червяк; 7 – загрузочная камера; 8 – бункер; 9 – упорный подшипник; 10 – редуктор; зоны червяка: I – питание,
II – плавление, III – дозирование; D – диаметр; L – длина; h1, h3 – глубина винтового канала;е – ширина гребня витка; t – шаг нарезки
Установка состоит из червяка, вращающегося внутри обогреваемого цилиндрического корпуса, на конце которого устанавливается головка с профилирующим инструментом. Между червяком и головкой располагается решетка с пакетом фильтрующих сеток. Материал поступает в загрузочное отверстие, где захватывается червяком и, продвигаясь по каналу червяка, разогревается теплом, выделяющимся вследствие вязкого трения и тепла, подводимого от расположенных на корпусе нагревателей. В процессе уплотнения из материала удаляется захваченный вместе с гранулами воздух и удельный объем композиции уменьшается. Для компенсации уменьшения удельного объема композиции канал червяка выполняют с уменьшающимся объемом витка (шнеки с переменным шагом или переменной глубиной нарезки).
Одной из наиболее важных характеристик пресса является отношение длины червяка к диаметру, которое равно отношению длины червяка от края загрузочного отверстия на наружный диаметр червяка (L/D).
Соответственно характеру процессов, протекающих на каждом участке червяка, его можно разделить по длине на три основные зоны: питания – I, плавления – II, дозирования – III (рис. 7.3, б).
Зона питания – участок, в котором материал находится в твердом состоянии; в зоне плавления – плавление материала происходит почти полностью; в дозирующей зоне – материал находится в вязкотекучем состоянии.
Червячные экструдеры классифицируются по ряду признаков и разделяются следующим образом: одно - и многочервячные; одно- и многостадийные; одно- и многоцилиндровые; с простым или сложным профилем червяка.
По величине скорости вращения червяка различаются нормальные (до 150 об/мин) и скоростные (свыше 150 об/мин) экструдеры. На большинстве экструдеров червяки неподвижны в осевом направлении, однако на некоторых машинах, кроме вращательного движения, червяк осуществляет возвратно-поступательное (осциллирующее) движение.
В зависимости от конструктивного исполнения различаются экструдеры горизонтальные и вертикальные, стационарные и вращающиеся.
Одночервячные экструдеры применяют, главным образом, при получении труб, пленок, листов. Многочервячные экструдеры используют, прежде всего, в грануляционных установках.
|
|
Рис.7.4. Головка к экструдеру прямоточная плоскощелевая для листов и плит: 1 – мундштук; 2 – поток расплава; 3 – дорн; 4 – щель; 5 – регулировочные болты
|
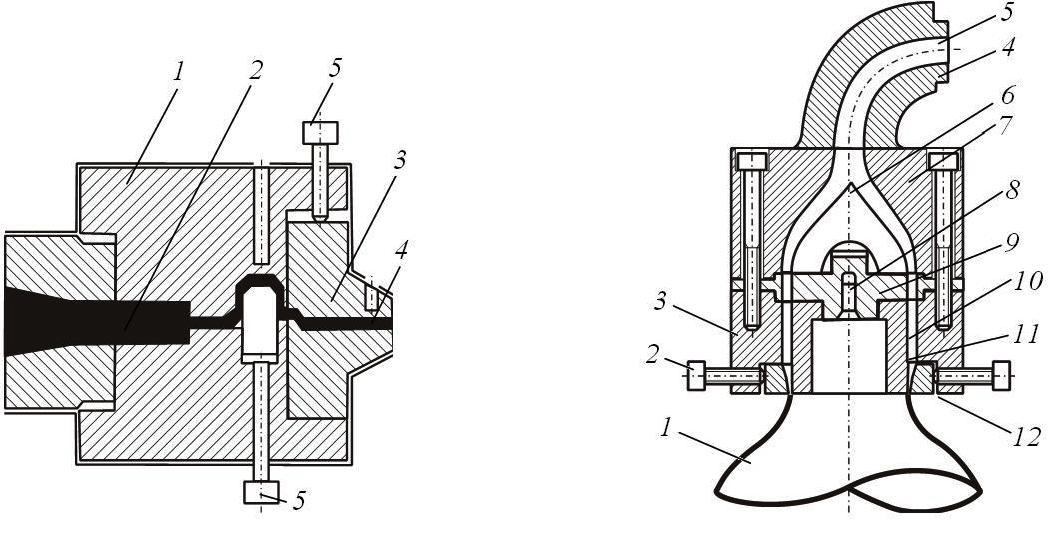
В соответствии с многообразием изделий имеются различные типы формующих головок: прутковые (гранулирующие), профильные, трубные, кабельные, плоскощелевые (листовые, ленточные), пленочные (кольцевые и плоскощелевые). По конструкционным признакам головки делятся на прямоточные и поперечные (угловые и др.).
Конструкции некоторых видов головок экструзионных машин приведены на рис. 7.4 – 7.6.
|
|
Рис. 7.5. Головка к экструдеру угловая кольцевая для получения рукавной пленки: 1 – рукавная пленка; 2 – регулировочный болт; 3,7 – детали корпуса головки; 4 – переходник; 5 – канал для экспедируемого материала; 6 – рассекатель; 8 – каналы для сжатого воздуха; 9 – фланец; 10 – дорн; 11 – кольцевой канал; 12 – мундштук
|
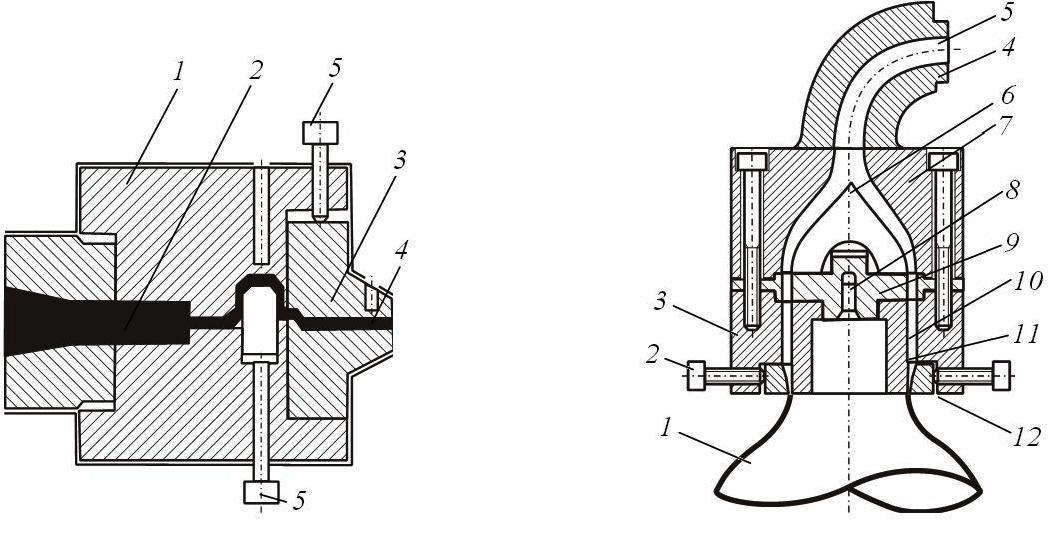
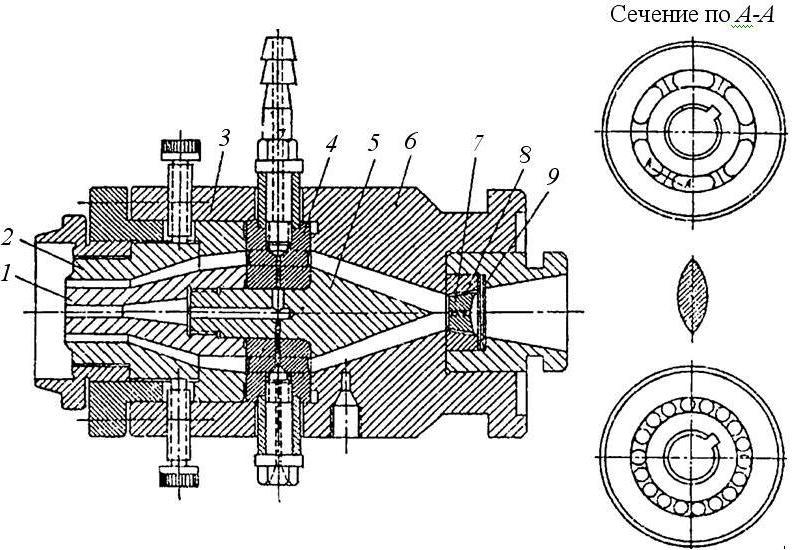
Рис. 7.6. Головка для экструзии труб: 1 – дорн; 2 – мундштук; 3 – стакан; 4 – решетка дорна; 5 – торпеда;
6 – корпус; 7 – решетка; 8 – втулка; 9 – сетка