

Тема 9 Высокая печать (способ и применение)
![]()
Высокая печать с металлических форм применяется преимущественно для печати книг. В течение четырех столетий она была доминирующим способом печати для изготовления плакатов, визиток, церковных, ведомственных и служебных бумаг, одно и двусторонних листовок с местными новостями, ежедневных и еженедельных газет, а также простой акциденции. Сначала процесс печати базировался на принципе тигельного пресса (рис. 1.6-1). Изобретение Фридрихом Кёнигом в 1812 г. плоскопечатных машин привело к повышению производительности и существенному прогрессу высокой печати.
Предпосылкой для создания рулонных ротационных печатных машин явилось открытие в 1854 г. стереотипных полукруглых форм. Это позволяло печатать, в частности, газеты большими тиражами, а на различных специальных машинах стало возможным изготавливать высококачественную многокрасочную печатную продукцию. Для печати обоев применялись специальные рулонные машины высокой печати с планетарным расположением цилиндров (большой опорный цилиндр и до 20 формных валиков со своими красочными аппаратами), а для изготовления другой печатной продукции были предложены другие разнообразные машины. Примером может служить тигельная машина фирмы Гейдельберг (рис. 13.1-19) - самая распространенная в мире машина высокой печати.
Существенными недостатками печатных форм высокой печати по сравнению с офсетными являются их высокая стоимость, сложность приладки, ограничения качества печати и невысокие производственные скорости.
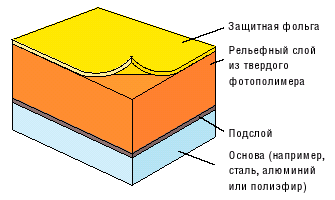
Рис. 3-4 Структура слоев фотополимерного формного материала, предназначенного для изготовления печатных форм высокой печати Nyloprint (BASF)
Высокая печать находит сегодня применение в печати формуляров, этикеток, лотерейных билетов, ценных бумаг, телефонных справочников и обыкновенных карманных книг, правда, с тенденцией к снижению ее доли в их производстве. Способ высокой печати применяется также в ротационной газетной печати с красочными аппаратами, показанными на рис. 3-1 (например, модель "Курьер" (Courier) фирмы Koenig & Bauer). Между тем в эксплуатации находятся ещё некоторые газетные ротационные машины, а также машины для прямой и косвенной печати (с резиновым офсетным цилиндром). Последние газетные машины высокой печати были выпущены в 80-х годах ХХ века.
В качестве печатной формы сегодня служат в основном вымывные фотополимеризующиеся пластины, причем предлагаются различные вымывные системы и различная глубина вымывания, связанные с различными материаламиосновами. На примере формных пластин фирмы BASF показан способ изготовления печатных форм.

Рис. 3-5 Магнитный цилиндр с формой высокой печати (NELA)
Послойное строение формного материала "Nyloprint" представлено на рис. 3-4. В качестве основы используются сталь, алюминий или лавсан. В зависимости от типа формных пластин их толщина составляет примерно от 0,8 до 1,75 мм, а высота рельефа в зависимости от назначения и типа формы - от 0,2 до 0,67 мм. Рельефный слой состоит из фото полимеризующегося материала (чувствительного к УФлучам с длиной волны 360-370 нм), который прочно скреплён с основой.
Изготовление печатной формы "Nyloprint" включает следующие этапы:
-
удаление защитной фольги;
-
засветка полимеризующегося слоя через негатив (засвеченные места задубливаются; чем меньше площадь экспонируемых участков, тем меньше впоследствии глубина рельефа; для записи используются фотовыводные устройства (ФВУ) планшетного типа, ФВУ с внешним барабаном, а также копировальные устройства);
-
вымывание незадубленного фотополимера водой или спиртоводной смесью;
-
сушка печатного рельефа после вымывания;
-
последующая общая УФзасветка для того, чтобы произошла полная полимеризация и затвердение печатного рельефа.
При этом способе обеспечивается воспроизведение тонких линий шириной не менее 50 мкм и маленьких отдельно расположенных точек диаметром 200 мкм.
Формы высокой печати на стальной основе могут простым способом закрепляться на магнитном формном цилиндре (рис. 3-5).
х изменений в машинах классической глубокой печати (например, нагревания формного цилиндра). Особая привлекательность состоит в отсутствии растворителя, а следовательно, в отказе от сушильных устройств. Отверждение краски происходит преимущественно застыванием ее (охлаждением) на запечатанном материале.
Прогнозы
Последние годы оказались для глубокой печати не самыми благоприятными: сократилось число мелких типографий, и только крупным печатным компаниям удается «осилить» высокие начальные инвестиции и добиться эффективности производства. На этом фоне, даже по самым оптимистическим прогнозам, не приходится ожидать скольнибудь серьезного роста влияния глубокой печати на рынке производства полиграфической продукции.