

Процессы флексографической печати
![]()
Эластичность форм флексографской печати в сочетании с красками низкой вязкости позволяет печатать на невпитывающих и шероховатых поверхностях, что является типичным в производстве упаковки. Более того, флексографская печать особенно пригодна для запечатывания гибких материалов (например, пленки).
Печатный процесс требует небольшого давления, при этом обеспечивается надежная передача красок с печатной формы на запечатываемый материал. Давление должно быть равномерно распределено по всем печатным элементам как в зоне контакта, так и по всей длине печати. Отклонения размеров цилиндра и радиальное биение устраняются за счет первоначального небольшого избыточного натиска. Предпосылкой для равномерного распределения давления по всему запечатанному изображению является постоянное давление печати при его незначительных колебаниях. Мягкие эластичные печатные формы позволяют получить хороший результат при незначительном натиске, причём можно, например, печатать на гофрокартоне без разрушения его структуры.
Следует обратить внимание на то, что слишком сильная деформация гибкой печатной формы приводит к значительному растискиванию растровых точек. В особенности это заметно на светлых участках, где находятся маленькие, тонкие и поэтому легко деформируемые печатные элементы. Так как при этом речь может идти в основном о случайных ошибках, то корректура градаций на стадии допечатных процессов практически невозможна. Износ печатной формы, который увеличивается с числом отпечатанных оттисков, также приводит к увеличению размеров растровых точек, т.е. растискиванию.
Печатные формы
Печатные формы, также называемые "клише", изготавливаются из резины или фотополимеризующихся материалов. Их твёрдость и толщина должны соответствовать используемому в данный момент запечатываемому материалу и сюжету. В качестве запечатываемых материалов широко используются: гофрокартон, бумага, полимерные пленки и фольга и др. К ним могут предъявляться специальные требования (например, к упаковке для промышленных товаров или пищевых продуктов). Поэтому во флексографской печати применяются разнообразные виды печатных красок. Это могут быть краски на водной основе, спиртоустойчивые, бензиноустойчивые, устойчивые к эфирам, УФкраски и т.д. Материал для печатных форм нужно выбирать так, чтобы он не набухал, не становился хрупким, не растворялся под воздействием красок.
Клише имеют либо плоскую форму и закрепляются на формном цилиндре с помощью клея или двусторонней липкой ленты, либо уже изготовлены в цилиндрической форме (например, по гильзовой технологии "Компьютер - печатная гильза").
Резиновые клише.
Они изготавливаются путем матрицирования (тиснением отливных форм) с использованием сырой резины с последующей ее вулканизацией. Равномерность по толщине обеспечивается шлифовкой оборотной стороны клише.
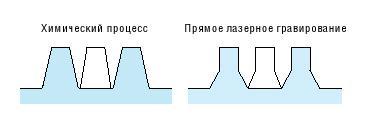
Рис. 3-6 Сравнение рельефов печатной формы, созданной химико-фотографическим способом из фотополимеризующейся композиции, и резиновой печатной формы, изготовленной способом лазерного гравирования
Резиновые, а точнее эластомерные, клише обладают лучшим качеством, если нанести на всю их поверхность эластомер и вслед за этим лазерным гравированием получить на ней печатный рельеф. Печатающие элементы (в отличие от фотохимического способа) имеют боковые грани, скошенные к основанию, в то время как верхняя поверхность имеет прямые вертикальные боковые грани. Это существенно повышает устойчивость клише к износу во время печати тиража и уменьшает связанное с этим растискивание растровых точек (рис. 3-6).
Гравированные лазером клише ещё мало распространены, их линиатура растра составляет 40 лин/см, что существенно ниже, чем у фотополимерных печатных форм (где она составляет приблизительно 60 лин/см).