

2. Основные требования к заготовительно- штамповочной оснастке
Конструкция оснастки зависит от составленного технологического процесса и предусмотренного в этом процессе оборудования.
Указанный в техпроцессе тип оснастки должен обеспечивать заданную производительность труда и требуемое (согласно чертежу) качество штампуемой детали.
При конструировании заготовительно-штамповочной оснастки надо стремиться к малой металлоемкости, максимальному использованию нормализованных и стандартизованных деталей и узлов, а также к возможному упрощению конструкции. Необходимо стремиться к тому, чтобы опасные зоны штампов не были доступны для рук оператора. Это достигается либо введением защитных устройств, либо за счет применения средств механизации.
Вопросы удобства и безопасности необходимо предусмотреть для операторов, изготовителей, наладчиков и транспортных рабочих.
В конструкции оснастки (штампов, болванок, обтяжных пуансонов и др.) следует предусмотреть возможность транспортировки межцеховыми и внутрицеховыми транспортными средствами.
При проектировании оснастки необходимо обеспечить технологичность изготовления деталей оснастки, а также технологичность сборки, возможность восстановления рабочих элементов в процессе эксплуатации.
Одним из важных требований к конструкции оснастки является тщательная подгонка к оборудованию, обеспечение надежности крепления, удобство осуществления операции. К оснастке, как к любой конструкции, должны предъявляться требования по соблюдению технической эстетики.
3. Классификация штампов
Согласно ГОСТу 15830-84, штамп — технологическая оснастка, посредством которой заготовка приобретает форму и (или) размеры, соответствующие поверхности или контуру рабочих элементов штампа.
Штампы классифицируют но технологическим и конструктивным признакам (рис. 1).
Рис.
1. Классификация штампов
К технологическим признакам относятся:
выполняемая операция (вырубка, вытяжка, гибка и т.д.), которая обычно и определяет наименование штампа (вырубной (рис. 2, 3), гибочный, вытяжной (рис. 4, 5) и т.д.);
степень сложности операций и способ выполнения их во времени (например, вытяжка первого перехода (рис. 3), второго перехода (рис. 4));
количество одновременно штампуемых деталей (одна, две, три и т.д.).
По группам операций различаются:
штамп разделительный, предназначенный для отделения, материала по заданному контуру;
штамп формообразующий, предназначенный для получения детали или заготовки без преднамеренного изменения толщины или сечения материала;
штамп сборочный для выполнения операций соединения частей изделия.
По степени сложности (или по принципу действия) различают (ГОСТ 15830-84):
штамп простого действия для выполнения одной или нескольких одноименных операций на одной позиции за один ход подвижной части штампа;
штамп совмещенного действия для выполнения разноименных операций или переходов на одной позиции за один ход подвижной части штампа (рис. 2);
штамп последовательного действия для выполнения нескольких операций или переходов на нескольких позициях за соответствующее число ходов подвижной части штампа (рис. 3).
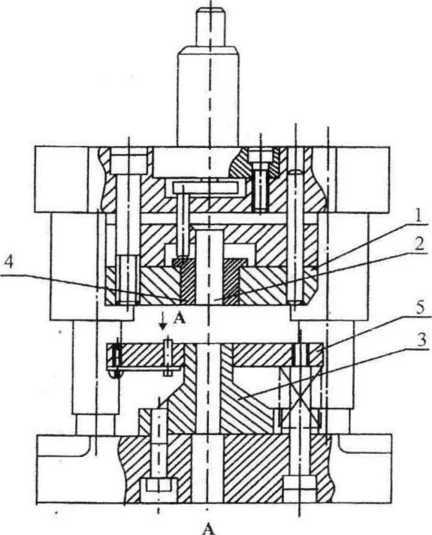
Рис.
2. Штамп для вырубки и пробивки совмещенного
действия:
1
- матрица; 2 - пуансон; 3 - пуансон-матрица;
4 - выталкиватель; 5 - съемник
Специальный штамп, имеющий свой блок с полной комплектацией, необходимой для осуществления заданной операции, принято называть инструментальным (рис. 2, 3, 4, 5).

Рис. 3. Штамп для вырубки и пробивки последовательного действия:
1 - нижняя плита; 2 - подвижный упор; 3 - жесткий съемник; 4 - пуансон для вырубки контура; 5 - пуансонодержатель; 6 - верхняя плита; 7 - хвостовик;
8 - втулка направляющая; 9 - пуансон для пробивки; 10 - направляющая колонка; 11 - матрица
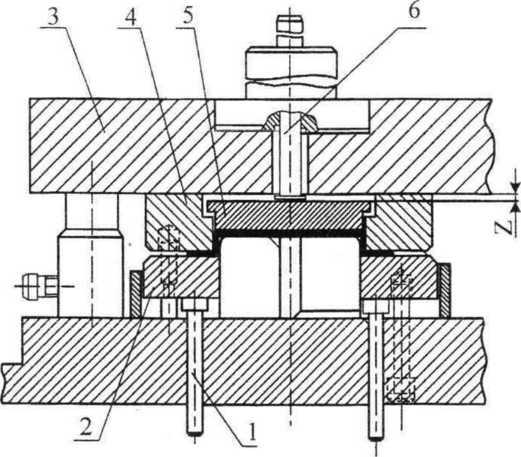
Рис. 4. Штамп для вытяжки первого перехода:
1 - шпилька; 2 - прижим; 3 - верхняя плита; 4 - матрица; 5 - выталкиватель;
6 - стержень
К конструктивным признакам относятся следующие:
универсальность применения;
сложность конструктивного исполнения;
степень стандартизации;
весовая характеристика;
частные конструктивные признаки.
По универсальности применения различают:
штамп специальный для изготовления деталей или заготовок одних наименований, форм и размеров;
штамп универсальный со сменными или переналаживаемыми частями, предназначенный для изготовления группы деталей или заготовок различных наименований, форм и размеров.
Рис.
5. Штамп для вытяжки второго перехода:
1
- матрица; 2 - выталкиватель; 3 - стержень;
4 - обойма; 5 - прижимное кольцо; 6 - пуансон;
7 - державка; 8 - шпилька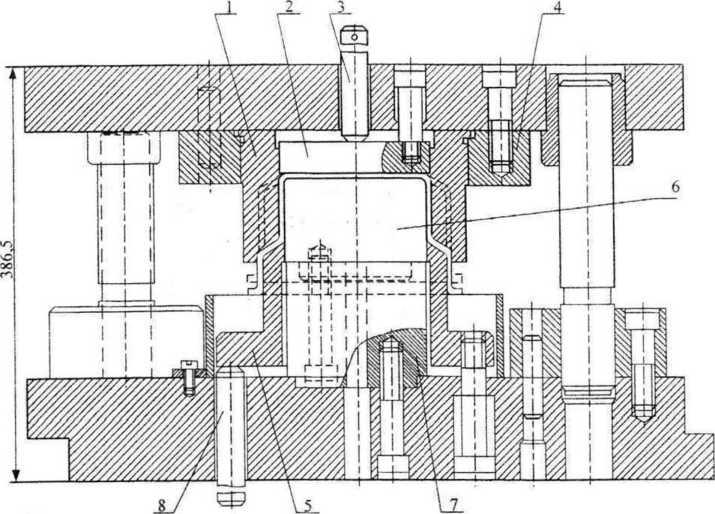
Штампы, не имеющие индивидуального блока, без которого они самостоятельно работать не могут, называются переналаживаемыми. В этом случае изготавливают универсальный блок, за которым закрепляют большую группу пакетов штампов. К этим штампам относятся и универ- сально-перенатаживаемые (в них периодически заменяют отдельные рабочие и вспомогательные детали) и универсально-сборные.
Штампы могут быть унифицированными, состоящими из стандартизированных деталей и узлов, или оригинальными с новыми элементами и кинематическими схемами.
По массе (весовая характеристика) штампы подразделяются на:
мелкие (30 - 150 кгс);
средние (до 1500 кгс);
крупные (до 8000 кгс);
особо крупные (свыше 8000 кгс).
По конструктивному признаку:
штампы простые;
штампы сложные (штампы-автоматы, многопозиционные с автоматическим перемещением исходного материала).
К частным конструктивным признакам можно отнести:
материал изготовления инструмента (штампы твердосплавные, пластмассовые и т.д.);
конструктивное назначение изготавливаемой детали (штампы кузовные и т.д.).
По особенностям сборки штампы бывают:
неразборные, состоящие из узлов и деталей, используемых только в данном штампе;
со сменными рабочими элементами;
со сменными пакетами;
сборные, собираемые из узлов и деталей, многократно используемых в различных штампах.