

Классификация конструктивных элементов штампа
Все детали штампов могут быть разделены на две основные группы: Рабочие детали — детали технологического назначения, непосредственно участвующие в выполнении производимой операции и находящиеся во взаимодействии с изделием. К деталям технологического назначения относятся:
Формоизменяющие детали: пуансоны, матрицы, пуансон-матрицы,
ножи, складкодержатели;
Устанавливающие детали: упоры, ловители, трафареты, направляющие линейки, прижимы боковые;
Удаляющие детали: съемники, выталкиватели, сбрасыватели.
Несущие детали — детали конструктивного характера, имеющие
монтажно-сборочное назначение в конструкции штампа. Детали конструктивного характера выполняют:
Опорные функции (плиты, хвостовики, пуансонодержатели, матрицедержатели, подкладные пластины, ограничители хода).
Направляющие функции и движение (колонки и втулки, плиты, планки, клинья, ползушки, кулачки, шарниры).
Крепежные функции (болты, винты, гайки, штифты).
4. Проектирование штамповой оснастки
Штамповая оснастка проектируется на основе рабочего чертежа детали и технологического процесса ее изготовления. Чертеж детали, как главный документ, сопутствует всем стадиям подготовки производства, в том числе и на завершающем этапе (при изготовлении оснастки в металле). При проектировании вырубных штампов исходным материалом в дополнение к чертежу и техпроцессу служит карта раскроя.
Состав данных с чертежа детали:
конфигурация и размеры штампуемого (вырубаемого или деформируемого) контура;
технологичность контура;
класс точности;
наименование и состояние материала готовой детали.
Состав данных с технологического процесса:
наименование и последовательность операций;
потребное усилие, необходимое для выполнения операций;
наименование оснастки;
наименование и размеры исходной заготовки: марка материала, размер листа, ленты или полосы для вырубного штампа; размер и конфигурация заготовки для вытяжного, гибочного и др. штампа; состояние материала (нагартованный, отожженный и т.д.);
—сведения об оборудовании;
схемы расположения штампов (или детали по переходам), если на один пресс устанавливается несколько штампов;
средства механизации, автоматизации (если они необходимы);
указания по технике безопасности.
Состав данных с карты раскроя:
раскрой листа, если он является первичной заготовкой;
раскрой полосы или ленты (направление проката, схемы расположения деталей с указанием перемычек и шага).
Имея перечисленные исходные данные, можно переходить к выбору конструкции и определению размеров рабочих деталей штампов.
Выбор конструкции рабочего контура матрицы и пуансона
Рассмотрим выбор конструкции рабочего контура инструмента на примере процесса вырубки (пробивки).
Конструкция рабочей части вырубных и пробивных матриц и пуансонов выбирается в зависимости от толщины и конфигурации штампуемых деталей. На рис. 6 даны типы рабочих отверстий вырубных матриц, а в табл.1 указана их применяемость и выбор конструктивных параметров в зависимости от толщины штампуемого материала.

Рис. 6. Типы рабочих отверстий вырубных и пробивных матриц: а - с прямой шейкой; б - с наклонной шейкой; в - без шейки; г - с шейкой и прямой провальной частью
Таблица 1
|
Тип |
Применяемость |
|
а |
Любая конфигурация и толщина |
|
б |
Любая конфигурация и толщина, но применяется реже |
|
в |
Для вырубки мягких и тонких материалов |
|
г |
Для вырубки круглых деталей с обратным выталкиванием |
|
Конструктивные параметры для разных толщин | |||||
|
S |
αº |
h,мм |
Δ |
β |
k,мм |
|
0,1÷0,5 |
2º÷3º |
3÷5 |
10ʹ |
10ʹ÷15ʹ |
3÷10 |
|
0,5÷1,0 |
3º÷5º |
5÷10 |
20ʹ |
15ʹ÷20ʹ |
3÷10 |
|
1,0÷2,0 |
3º÷5º |
5÷10 |
20ʹ |
20ʹ÷30ʹ |
3÷10 |
|
2,0÷4,0 |
3º÷5º |
5÷10 |
20ʹ |
30ʹ÷45ʹ |
3÷10 |
|
4,0÷6,0 |
5º ÷8º |
10÷15 |
30ʹ |
45ʹ÷1º |
3÷10 |
|
6,0÷10,0 |
5º ÷8º |
10÷15 |
30ʹ |
|
|
Размеры рабочих контуров матриц и пуансонов должны соответствовать размерам чертежа штампуемой детали с учетом допуска на ее изготовление. Исполнительные размеры строятся с учетом износа инструмента (пуансона и матрицы) во время эксплуатации (табл. 2).
Таблица 2
|
Задание детали |
Формулы | |
|
4-9 класс |
2-3 класс | |
|
|
| |
|
А−Δ1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|














А - номинальный размер;
 величина
отклонения от номинального размера;
величина
отклонения от номинального размера;
δм
 допуск
на изготовление матрицы, выбирается по
таблице в зависимости от диаметра
матрицы;
допуск
на изготовление матрицы, выбирается по
таблице в зависимости от диаметра
матрицы;
nин
 припуск на износ инструмента;
припуск на износ инструмента;
nд
 поле допуска детали.
поле допуска детали.
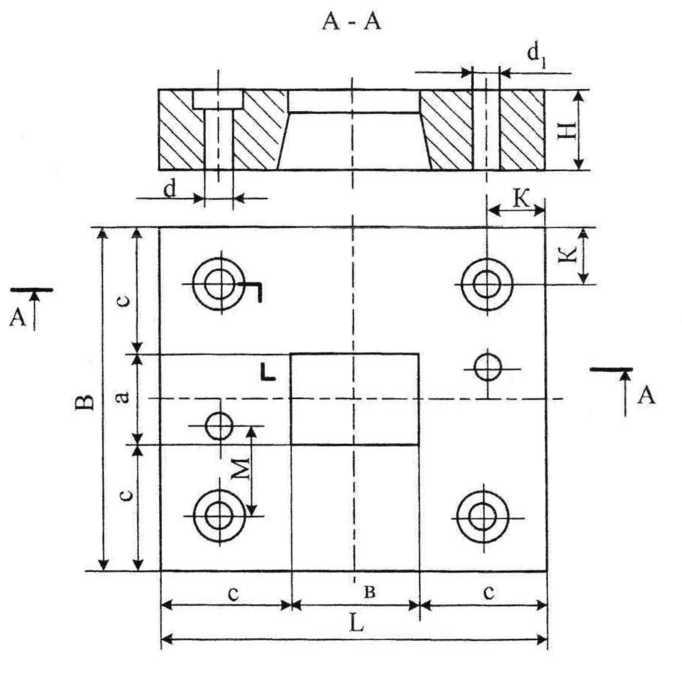
В вырубных штампах применяются плитовые матрицы, которые крепятся к плите штампа при помощи винтов и штифтов (рис. 7) и матри- цы-вставки, которые крепятся запрессовкой, буртиком и т.д. в матрице- держателе. Наружный контур плитовых матриц рассчитывают по эмпирическим зависимостям с учетом обеспечения наименьших возможных расстояний расположения отверстий под винты и штифты (см. табл. 3) [4].
Матрицы-вставки крепятся в матрицедержателе запрессовкой, буртиком (см. ГОСТ 16637-16647-84), а также заливкой легкоплавкими сплавами.
Контур пуансона соответствует контуру детали, и длину вырубных пуансонов определяют в зависимости от характеристик пресса, размеров деталей штампа и условий штамповки. Например, для штампа с жестким съемником (рис. 8) длину пуансона можно предварительно определить по формуле:
L = H1 + H2 + H3 + (10 -r 20) мм,
где L - длина пуансона, мм;
H1 - толщина иуансонодержателя, мм;
Н2- толщина съемника (или направляющей плиты) в мм;
Н3 - толщина направляющих планок, мм.
Таблица 3
|
Конструк- тивные элементы |
Рекомендуемые формулы или размеры в мм |
|
| ||||||
|
H толщина матрицы |
Н = 10 + (5s + 0,7%/а + Ь ) к1 где s - толщина вырубаемой детали а и b - см. эскиз |
d |
d = 6,5 при L × В < 80 х 60 d = 8,5 при L × В < 120 × 100 (4 отв) d = 10,5 при L × В < 170 × 140 d = 12,5 при L × В < 300 × 200 (6 отв) d = 16,5 при L× В < 600 × 300 (8 отв) | ||||||
|
|
0,6 |
0,8 |
1,0 |
1,3 |
|
| |||
|
ов кг/мм2 |
12 |
25 |
40 |
80 |
|
| |||
|
| |||||||||
|
с расстояние от края матрицы до раб. отверстия |
с = (10 ÷ 20) + 0,8Н |
d1 |
| ||||||
|
L |
L = b + 2с |
k |
k = l,2d при d < 8,5 к = l,4d при d > 8,5 | ||||||
|
В |
В = а + 2с |
М |
M=0,8d+ | ||||||



Следует применять возможно более короткие пуансоны, однако чрезмерное укорочение их усложняет настройку пресса.
При вырубке деталей основным рабочим инструментом служит матрица (от размеров зависит размер штампуемой детали), а размеры пуансона являются функцией размеров матрицы и технологических зазоров.
При пробивке, наоборот, основным рабочим инструментом служит пуансон, а размеры матрицы назначаются с учетом технологических зазоров.
Рис.
8.
Определение длины пуансона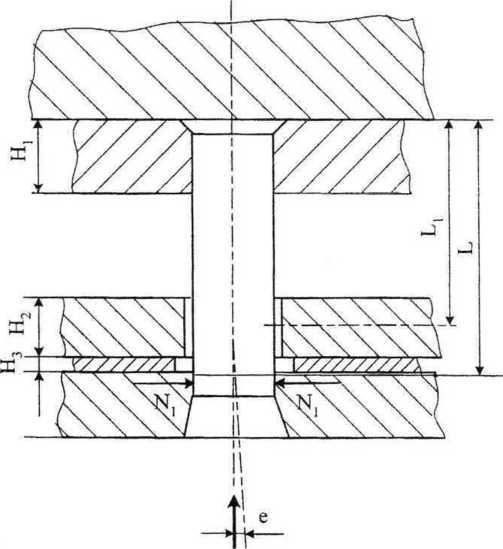
Выбор рабочего контура пуансона зависит от конфигурации, толщины и габаритных размеров детали.
На рис. 9 даны типы рабочих контуров вырубных пуансонов, их применяемость и выбор конструктивных параметров - в табл. 4.
Рис.
9. Типы режущих контуров вырубных и
пробивных пуансонов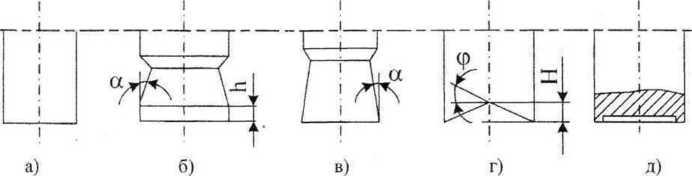
Исполнительный размер пуансона является функцией размеров и технологических зазоров
An = (AM-Z)-6n,
где Z - номинальный (наименьший) зазор между пуансоном и матрицей;
δ-допуск на изготовление пуансона.
Таблица 4
|
Тип |
Применяемость |
|
а |
Наиболее распространен |
|
б |
Для вырубки деталей из толстого материала |
|
в |
Для вырубки деталей из тонкого материала |
|
г |
В случае уменьшения усилия вырубки |
|
д |
Для вырубки крупных деталей |
|
Конструктивные параметры | |
|
а = (2 ÷ 3)° | |
|
h= (1,5 2)S(S- толщина детали) | |
|
H=(1+3)Sφ= 3 + 80 | |
Величина зазора Zвлияет на усилие вырубки, работу резки, качество поверхности среза, точность получаемой детали, износ и стойкость инструмента. Величина зазора зависит от толщины материала и его свойств и выбирается по таблице [2]. Допуски на изготовление матриц и
пуансонов δни δмвыбираются по таблице [2] в зависимости от размеров вырубаемой детали и толщины штампуемого материала.
Конструктору штампа необходимо решить вопрос крепления пуансона к верхней части штампа. Крепление пуансона можно осуществлять непосредственно к плите винтами и штифтами, если позволяет опорная поверхность пуансона или если в пуансоне для крепления предусмотрен фланец. Крепление пуансона может быть осуществлено вставкой в
пуансонодержатель с помощью запрессовки, буртиком, расклепкой (ГОСТ 16621 ... 16625-84). Варианты крепления пуансонов даны на рис. 10. Для крепления быстросменных пуансонов применяются в конструкции шариковые замки (ГОСТ 16626-71 ...16629-84).
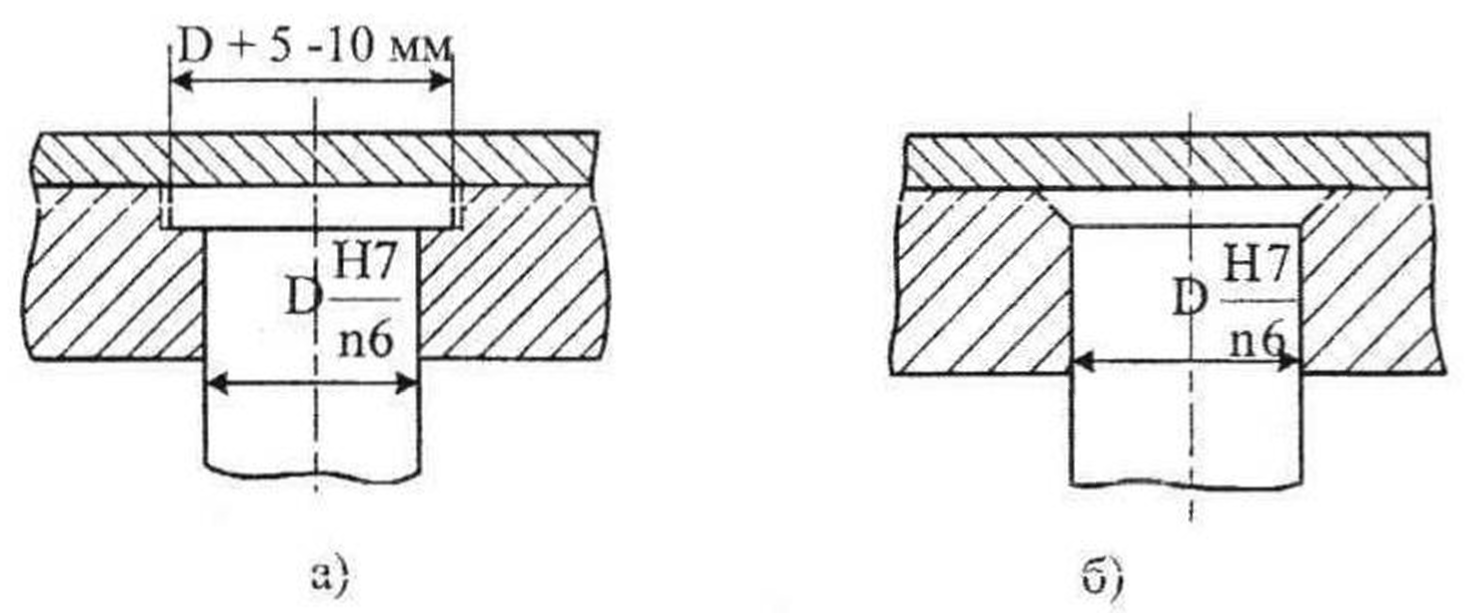

Рис. 10. Варианты крепления вырубных пуансонов (примеры): а - запрессовкой с буртиком; б - расклепкой; в - винтами и штифтами или винтами и врезным (по посадке) фланцем; г - быстросъемный (шариком и
винтом)
Конфигурация и размеры пуансоно- и матрицедержателей применяются исходя из условия расположения в них пуансонов и матриц и размещения фиксирующих и крепежных деталей (рис. 11, 12).
Толщина нуансонодержателя может быть взята равной
Нпд=(0,6 ÷ 0,8) Нм,
где Нм- толщина матрицы.
Толщина матрицедержателя обычно равна толщине матрицы
Нмд=Нм.
В целях упрощения конструкции следует проектировать вырубку «на провал», при которой отпадает необходимость в применении выталкивателя.
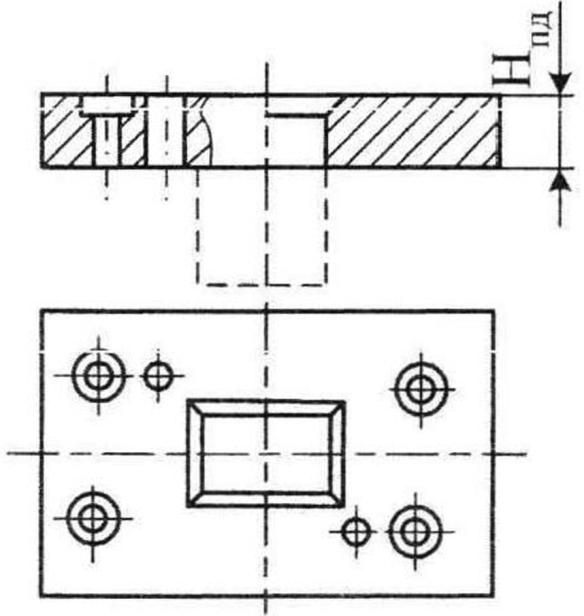
Рис.11. Пример конструктивного исполнения пуансонодержателя
В вырубных штампах простого действия предпочтительнее применять жесткий съемник (рис. 136), так как он упрощает пакет штампа в целом и безотказен в работе. Жесткий съемник применяется при штамповке материалов толщиной свыше 0,7 мм.
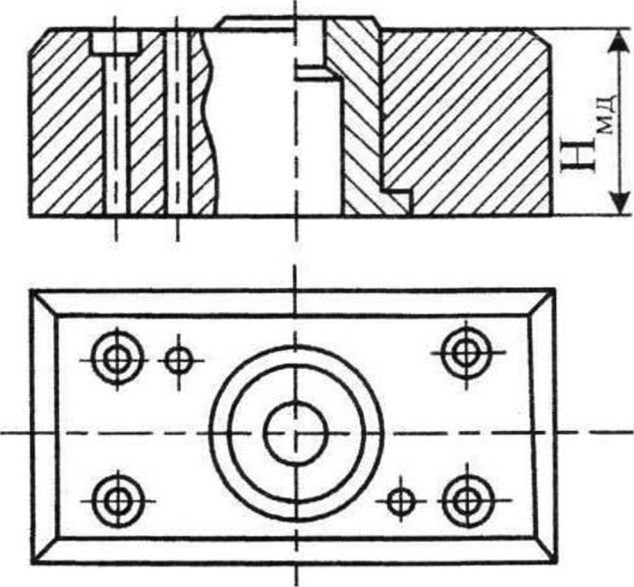
Рис.12. Пример конструктивного исполнения матрицедержателя
Подвижный (резиновый или пружинный) съемник позволяет производить вырубку из заготовок любого профиля и размеров (рис. 13а).

Рис. 13. Конструкции съемников: а - подвижный; б – жесткий
Толщина жесткого съемника, если он служит и направляющей для пуансонов, принимается равной:
Нс= (0,8- 1,0) Нм,
где Нм- высота матрицы.
Ширину и длину жесткого съемника следует брать равными соответствующим размерам матрицы (или матрицедержателя).
Если в жестком съемнике сделан вырез для направления штампуемой полосы, то высота выреза подсчитывается в зависимости от толщины полосы и вида упора в штампе:
h= к ·s,
где к − коэффициент, принимаемый равным 1,4-2 для подвижных упоров
и 2-3 - для штифтовых;
s- толщина материала полосы.
Ширина выреза «b»принимается:
b= В +Z,
где
В
 номинальная ширина полосы, мм;
номинальная ширина полосы, мм;
Z гарантийный зазор между направляющими
стенками выреза и наибольшей возможной
шириной. ВеличинуZможно
взять из табл. 5.
гарантийный зазор между направляющими
стенками выреза и наибольшей возможной
шириной. ВеличинуZможно
взять из табл. 5.
Таблица 5
|
|
Способ направления | ||
|
Ширина полосы |
без бокового прижима |
для встречного раскроя без боко- вого прижима |
с боковым прижимом |
|
до 100 |
0,5- 1,0 |
2,0 |
5,0 |
|
свыше 100 |
1,0- 1,5 |
3,0 |
8,0 |
Аналогично определяется высота планок и расстояние между ними. Следующим вопросом, который решает конструктор, является выбор блока. Комплекты верхних и нижних плит штампов, связанных
направляющими устройствами (колонками, планками, цилиндрами) называют блоком. Блоки подразделяются на индивидуальные (ГОСТ 13124- 83 - 13129-83), предназначенные для отдельных штампов, и универсальные (ГОСТ 17662-83 - 17671-83), предназначенные для установки различных сменных пакетных штампов.
Тип
блока выбирается в зависимости от
устройства стола или ползуна пресса
и особенностей конструктивного исполнения
штампа. Блоки подбираются по размерам
рабочей плоскости L
×
В (рис. 14), соответственно усилиям
штамповки, габариту штампуемой детали,
размерам стола и провального отверстия
в столе пресса или подштамповой плите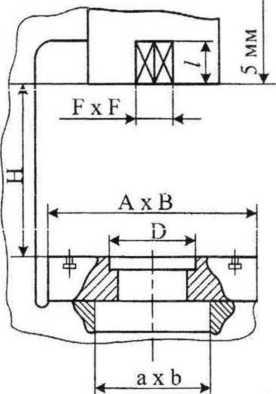
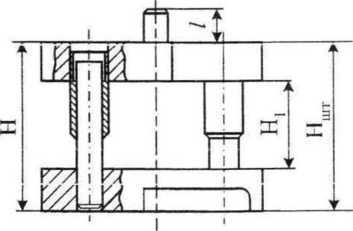
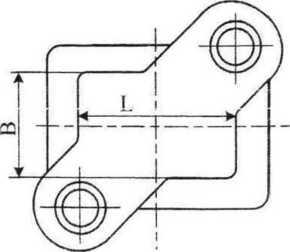
Рис. 14. Выбор блока и увязка с размерами пресса
При подборе блока следует учесть расстояние при нижнем положении верхней плиты и увязать этот размер с характеристиками (минимальная закрытая высота пресса, ход, регулировка хода) пресса. Основные размеры стандартизованных блоков приведены в приложении (табл. 1), размеры направляющих узлов скольжения в приложении (табл. 3). Ориентировочно, в случае отсутствия подходящих плит в ГОСТе, толщина нижней плиты определяется по условию:
Нпн=(1,0— 1,5) Нм,
где Нм- толщина матрицы.
Толщину верхней плиты принимают равной толщине нижней плиты или равной
Hпн = (0,8−1,2) Нм.
Провальное отверстие в плите для удаления отхода (детали) делается больше провального отверстия матрицы на 3-10 мм в зависимости от толщины штампуемой детали. Для осуществления центровки и закрепления (или только центровки) верхней части штампа к ползуну пресса
служит хвостовик.
Тип и размеры хвостовика выбираются в зависимости от толщины верхней плиты, габаритов и конструкции штампа, типа операции, а также от размеров гнезда в ползуне пресса.
Хвостовик с фланцем (ГОСТ 16718-84) рекомендуется применять в крупных штампах с направляющими колонками; хвостовик с буртиком (ГОСТ 16715-84) - для всех типов блочных штампов; хвостовик с резьбой (ГОСТ 16716-84) - для штампов гибочных, формовочных, вытяжных. При установке такого хвостовика на вырубной штамп необходимо ставить стопор от проворота. Плавающие хвостовики (ГОСТ 16719-84) рекомендуется применять в универсальных штампах, где меняется периметр и форма штампуемой детали, и соответственно смещается центр давления.
Вильчатые хвостовики (ГОСТ 16721-84) применяются в штампах без верхних плит и служат для крепления непосредственно пуансона к ползуну пресса.
Основные размеры стандартизованных хвостовиков даны в приложении (табл. 2).