

5. Прочностные расчеты основных конструктивных элементов штампов
Многообразие форм и размеров штампуемых деталей влечет за собой соответствующее многообразие форм деталей штампов и различие размеров этих деталей. Установление оптимальных размеров деталей штампа является трудной задачей, в решении которой недостаточно положиться на опыт и интуицию конструктора.
Формы и размеры деталей штампов, близкие к оптимальным, конструктор может установить лишь расчетным путем.
Для расчета деталей штампов необходимо знать допускаемые напряжения или деформации и действующие силы.
Самым ответственным этапом расчета какой-либо детали штампа является установление величин, направлений и очередности действия сил.
Рассмотрим расчеты основных конструктивных элементов.
5.1.Пуансоны для вырубки-пробивки
В процессе вырубки-пробивки листового материала вблизи режущих кромок возникает сложное силовое поле.
Пуансон вдавливается в листовую заготовку не по всей поверхности, а лишь по пояску а (рис. 15). Такое же вдавливание происходит и со стороны матрицы. Возникает пара сил Р с плечом е, создающих момент М изгибающий, под действием которого заготовка изгибается и выпучивается.
Рис.
15. Схема действия сил при вырубке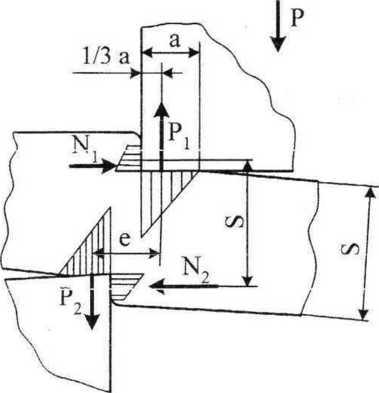
В результате изгиба заготовки возникает давление металла на наружную поверхность пуансона и распирающее давление на кромки матрицы.
Кроме нормальных сил Р1, Р2, N1 N2, на поверхность инструмента действуют касательные силы μР1, μР2,μN1 μN2, созданные силами трения.
Для приближенных вычислений максимальной величины силы N допустим:
точка приложения силы Ротстает от режущей кромки на расстояние, равное 1/3 ширины сминаемой под ножом площадки;
расстояние между точками приложения сил Nко времени, когда эти силы достигают своего наибольшего значения, равноS;
сила Nдостигает максимума одновременно с силойР.
Составим уравнение моментов:
Р·е = N·S. (1)
Из практики известно, что ширина снимаемой под ножом площадки для стали составляет (0,5 - 0,7)S.
Приняв эту ширину 0,6S, получим:
Р 2/3 0,6 S=N·S; (2)
N= 0,4 Р,
где Р − усилие резания для длины реза, равной проекции режущего контура.
Определив таким образом величину и направление действия сил, можно перейти к расчету.
Во время работы пуансоны (рис. 8) подвергаются сжатию от усилия вырубки, поэтому необходимо проверить пуансон на сжатие:
 ≤
≤ (3)
(3)
где
 - напряжение сжатия в кгc/мм2,
возникающее в пуансоне;
- напряжение сжатия в кгc/мм2,
возникающее в пуансоне;
Р - усилие вырубки, приходящееся на пуансон, в кгс;
F- площадь наименьшего поперечного сечения пуансона, в мм2.
В случае если вследствие неправильной сборки штампа ось пуансона будет смещена относительно оси матрицы на половину зазора, сумма сил N не будет равна нулю.
Разность сил N1 – N2 можно определить путем оценки средней величины зазора справа и слева от оси и нахождения по средней величине сил N (из экспериментальных данных Б.П. Звороно). Согласно расчетам, искомая разность сил составит 0,05 Р, т.е. 5 % усилия вырубки. Тогда максимальное усилие, которое будет испытывать пуансон, представится как сумма двух напряжений - от сжатия и от изгиба:
|
|
(4) |

где d - диаметр пуансона в наименьшем поперечном сечении, мм.
Пуансон вблизи посадочной части, если ось его смещена относительно оси матрицы, например, на половину зазора (из-за неточности изготовления штампа), может испытывать сжатие и от изгиба под действием силы Р. Допустим, что при штамповке под действием силы N произойдет упругая деформация пуансона и пуансонодержателя и режущая часть пуансона сместится вправо так, что его ось будет совпадать с осью матрицы. Тогда изгибающий момент будет равен:
М · Р · е (5)
Пуансон вблизи посадочной части будет испытывать сжатие и изгиб. Суммарное сжимающее напряжение:
|
|
(6) |
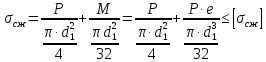
где d1 - диаметр пуансона вблизи посадочной части.
Длинные и тонкие вырубные и пробивные пуансоны (L>3dj необходимо также проверить на продольный изгиб. При этом определяется допустимая свободная длина пуансона L.
При работе пуансона без направляющей плиты согласно формуле Эйлера:
|
|
(7) |
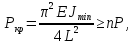
где Р − критическая нагрузка в кг, вызывающая продольный изгиб;
L− длина свободной части пуансона, см;
Е − модуль упругости в кг/см2(для инструментальной стали
Е = 2,2-106кг/см2);
Jmin− момент инерции наименьшего сечения пуансона в см4;
Р − усилие вырубки в кгс;
n− коэффициент безопасности (для сырой сталиn= 4÷5, для закаленнойn= 2÷З).
При работе пуансона с направляющей плитой
|
|
(8) |
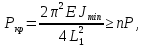
где L1- расстояние от пуансонодержателя до середины толщины плиты.
Cучетом того, что формула Эйлера действительна в условиях статической нагрузки, вводим коэффициент динамичности ɳд, тогда:
|
|
(9) |
|
|
(10) |
Здесь
 =
2÷3 при установке штампа на универсальный
кривошипный пресс.
=
2÷3 при установке штампа на универсальный
кривошипный пресс.